|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
Appunti delle lezioni, cheat sheet
Scienza dei materiali. Appunti delle lezioni: in breve, il più importante
Elenco / Appunti delle lezioni, cheat sheet Sommario
CONFERENZA N. 1. La struttura del legno 1. Tipi di specie arboree e parti di un albero Gli alberi in crescita hanno i seguenti componenti: radici, tronco, rami, foglie. L'apparato radicale degli alberi funge da fornitore di umidità e sostanze nutritive dal suolo attraverso il tronco e i rami fino alle foglie. Inoltre, le radici mantengono gli alberi in posizione verticale. Attraverso i rami l'umidità entra nelle foglie, in cui avviene il processo di fotosintesi - la conversione dell'energia radiante del sole nell'energia dei legami chimici delle sostanze organiche con l'assorbimento di anidride carbonica dall'aria e il rilascio di ossigeno . Non è un caso che le foreste siano chiamate i polmoni del pianeta. I prodotti della fotosintesi delle foglie vengono trasmessi attraverso i rami al resto degli alberi: il tronco e le radici. I rami fungono quindi da canali attraverso i quali avviene lo scambio di sostanze tra le foglie e il resto dell'albero. Le conifere - pino, cedro, abete rosso, larice - hanno foglie strette - aghi e legni duri - foglie larghe. Di norma, le latifoglie crescono principalmente nelle latitudini temperate e meridionali, mentre le conifere crescono in quelle settentrionali. A seconda della specie e delle condizioni climatiche di crescita, gli alberi hanno altezze e diametri del tronco differenti. Tuttavia, rientrano in tre categorie. Il primo comprende alberi di prima grandezza, che raggiungono un'altezza di 20 m o più. Questi sono abete rosso, cedro, larice, pino, betulla, pioppo tremulo, tiglio, quercia, frassino, acero, ecc. Nei tropici e subtropicali, l'altezza dei singoli alberi raggiunge i 100 mo più. La seconda categoria comprende alberi di seconda grandezza, con un'altezza di 10-20 m, in particolare salici, ontani, sorbo, ecc. -7 m Questi sono mela, ciliegia, ginepro, ecc. Il diametro del tronco dell'albero varia principalmente da 6 a 100 cm o più e dipende dalla specie, dall'età degli alberi e dalle condizioni climatiche di crescita. In alcuni casi, il diametro di un tronco d'albero può superare i 3 m - in quercia, pioppo e alcune altre specie. Il legno si ottiene tagliando i tronchi d'albero dopo aver rimosso i rami. In questo caso, la resa del legno è pari o superiore al 90 percento del volume del tronco d'albero. Nella fase iniziale della lavorazione del legno, viene realizzata una sezione trasversale o terminale del tronco. Sulla sezione trasversale si distinguono: la corteccia che ricopre il tronco dall'esterno e costituita dallo strato esterno - la crosta e lo strato interno - il cambio di rafia - uno strato sottile invisibile all'occhio tra la corteccia e il legno ( durante la crescita degli alberi, le cellule viventi del cambio si dividono e per questo l'albero cresce di spessore); alburno - zona vivente del legno; il nucleo, che è adiacente al nucleo del tronco ed è una zona centrale morta che non partecipa ai processi fisiologici; il nucleo, situato al centro e che rappresenta un tessuto lasso con un diametro di 2-5 mm o più (a seconda della specie e dell'età dell'albero). Nell'industria del legno in Russia, l'oggetto principale della raccolta sono i tronchi degli alberi e rami e rami vengono bruciati o usati per la legna da ardere. In Canada, Svezia e Finlandia, tutti i componenti degli alberi vengono riciclati, quindi la perdita di legno è minima e la resa di carta, cartone e altre cose è massima. 2. Struttura macroscopica del legno Con una sezione trasversale di un tronco d'albero, puoi stabilire le principali caratteristiche macroscopiche: alburno, durame, strati annuali, raggi midollari, vasi, canali resinosi e ripetizioni midollari. Negli alberi giovani di tutte le specie, il legno è costituito solo da alburno. Quindi, man mano che crescono, gli elementi viventi attorno al nucleo muoiono e i percorsi che conducono l'umidità si intasano e le sostanze estrattive si accumulano gradualmente in essi: resine, tannini, coloranti Alcuni alberi - pino, quercia, melo e altri - la zona centrale del tronco acquisisce un colore scuro. Tali alberi sono chiamati suono. Negli altri alberi il colore della zona centrale e dell'alburno del tronco è lo stesso. Sono chiamati non core. Gli alberi senza kernel sono divisi in due gruppi: legnoso maturo (tiglio, abete, faggio, abete rosso), in cui l'umidità nella parte centrale del tronco è inferiore a quella periferica, e alburno, in cui il contenuto di umidità è lo stesso su tutta la sezione trasversale del tronco (betulla, acero, castagno, ecc.). Inoltre, la massa dell'alburno diminuisce dall'alto verso il calcio, nonché con l'aumentare dell'età dell'albero. L'età degli alberi può essere determinata dal numero di strati annuali che crescono di uno all'anno. Questi strati sono chiaramente visibili sulla sezione trasversale del tronco. Sono strati concentrici attorno al nucleo. Inoltre, ogni anello annuale è costituito da uno strato interno ed esterno. Lo strato interno si forma in primavera e all'inizio dell'estate. È chiamato legno precoce. Lo strato esterno si forma entro la fine dell'estate. Il legno precoce ha una densità inferiore rispetto al legno tardivo ed è di colore più chiaro. La larghezza degli strati annuali dipende da una serie di ragioni: in primo luogo, dalle condizioni meteorologiche durante la stagione di crescita; in secondo luogo, dalle condizioni di crescita dell'albero; in terzo luogo, dalla razza. Su una sezione trasversale degli alberi, puoi vedere i raggi centrali che si estendono dal centro del tronco alla corteccia. Nei legni duri occupano fino al 15% del volume del legno, nelle conifere - 5-6%, e maggiore è il loro numero, peggiori sono le proprietà meccaniche del legno. La larghezza dei raggi centrali varia da 0,005 a 1,0 mm, a seconda delle specie arboree. Il legno di conifere differisce dal legno di latifoglie in quanto contiene cellule che producono e immagazzinano la resina. Queste celle sono raggruppate in condotti di resina orizzontali e verticali. La lunghezza dei passaggi verticali varia da 10 a 80 cm con un diametro di circa 0,1 mm e i passaggi di resina orizzontali sono più sottili, ma ce ne sono molti - fino a 300 pezzi per 1 cm 2. Il legno duro ha vasi sotto forma di un sistema di cellule per il trasferimento di acqua e minerali disciolti in esso dalle radici alle foglie. I vasi hanno la forma di tubi con una lunghezza media di 10 cm e un diametro di 0,02-0,5 mm, e negli alberi di alcune specie sono concentrati nelle prime zone degli strati annuali. Si chiamano anulari. Negli alberi di altre specie, i vasi sono distribuiti su tutti gli strati annuali. Questi alberi sono chiamati diffusi-vascolari. 3. Struttura microscopica di legno di conifere e legno duro Il legno di conifere ha una certa microstruttura, che può essere stabilita utilizzando i microscopi, nonché metodi di ricerca chimici e fisici.Il legno di conifere si differenzia dal legno duro per una struttura e una semplicità relativamente regolari. La struttura del legno di conifere comprende i cosiddetti tracheidi precoci e tardivi. Come stabilito dalla ricerca, i primi tracheidi funzionano come conduttori di acqua con minerali disciolti in essa, che provengono dalle radici dell'albero. I tracheidi hanno la forma di fibre fortemente allungate con estremità oblique. Gli studi hanno dimostrato che in un albero in crescita, solo l'ultimo strato annuale contiene tracheidi viventi e il resto sono elementi morti. Come risultato della ricerca, è stato rivelato che i raggi centrali sono formati da cellule parenchimali, lungo le quali i nutrienti di riserva e le loro soluzioni si muovono attraverso il tronco. Le stesse cellule parenchimali sono coinvolte nella formazione di dotti resinosi verticali e orizzontali. I canali verticali di resina in legno di conifere, che si trovano nella zona tardiva dello strato annuale, sono formati da tre strati di cellule vive e morte. Nei raggi midollari sono stati trovati condotti di resina orizzontali. Secondo i risultati della ricerca del professor V. E. Vikhrov, il legno di pino ha la seguente struttura microscopica: 1) sezione trasversale; 2) incisione radiale; 3) taglio tangenziale.  Riso. 1. Sezioni di un tronco d'albero: P - trasversale, R - radiale, T - tangenziale Come stabilito dalla ricerca, la microstruttura del legno duro rispetto al legno di conifere ha una struttura più complessa. Nel legno duro, i tracheidi vascolari e fibrosi fungono da conduttori di acqua con minerali disciolti in essa. La stessa funzione è svolta da altri vasi di legno. La funzione meccanica è svolta da fibre libriformi e tracheidi fibrosi. Questi vasi hanno la forma di lunghi tubi verticali, costituiti da singole celle con ampie cavità e pareti sottili, e i vasi occupano dal 12 al 55% del volume totale del legno duro. La maggior parte del volume del legno duro è costituita da fibre libriformi come tessuto meccanico principale. Le fibre libriformi sono cellule allungate con estremità appuntite, cavità strette e pareti potenti con pori a fessura. I tracheidi fibrosi, come le fibre libriformi, hanno pareti spesse e piccole cavità. Inoltre, è stato riscontrato che i raggi centrali del legno deciduo uniscono la parte principale delle cellule parenchimali e il volume di questi raggi può raggiungere il 28-32% (questa cifra si applica alla quercia). 4. Composizione chimica del legno La composizione chimica del legno dipende in parte dalle sue condizioni. Il legno degli alberi appena tagliati contiene molta acqua. Ma in uno stato completamente secco, il legno è costituito da sostanze organiche e la parte inorganica è solo dallo 0,2 all'1,7%. Durante la combustione della legna, la parte inorganica rimane sotto forma di cenere, che contiene potassio, sodio, magnesio, calcio e, in piccole quantità, fosforo ed altri elementi. La parte organica del legno di tutte le specie ha all'incirca la stessa composizione elementare. Il legno assolutamente secco contiene in media il 49-50% di carbonio, il 43-44% di ossigeno, circa il 6% di idrogeno e lo 0,1-0,3% di azoto. Lignina, cellulosa, emicellulosa, sostanze estrattive - resine, gomme, grassi, tannini, pectine ed altre - costituiscono la parte organica del legno. L'emicellulosa contiene pentosani e genxosani. Le specie di conifere hanno più cellulosa nella parte organica, mentre le specie decidue hanno più pentosani. La cellulosa è il componente principale delle pareti cellulari delle piante e fornisce anche la resistenza meccanica e l'elasticità dei tessuti vegetali. Come composto chimico, la cellulosa è un alcol polivalente. Quando la cellulosa viene trattata con acidi, viene idrolizzata con la formazione di eteri ed esteri, che vengono utilizzati per la produzione di pellicole, vernici, materie plastiche, ecc. Inoltre, durante l'idrolisi della cellulosa si formano zuccheri, da cui l'alcool etilico si ottiene per fermentazione. La cellulosa del legno è una preziosa materia prima per la produzione della carta Un altro componente della parte organica del legno - l'emicellulosa - è un polisaccaride delle piante superiori, che fa parte della parete cellulare. Nel processo di lavorazione della cellulosa si ottiene la lignina, una sostanza polimerica amorfa di colore giallo-marrone. La maggior quantità di lignina - fino al 50% - si forma durante la lavorazione del legno di conifere e la sua resa dal legno duro è del 20-30%. Durante la pirolisi del legno - distillazione a secco senza aria a temperature fino a 550 ° C - si ottengono prodotti molto pregiati - carbone, prodotti liquidi e gassosi. Il carbone di legna viene utilizzato nella fusione di metalli non ferrosi, nella produzione di elettrodi, medicinali, come assorbente per il trattamento delle acque reflue, rifiuti industriali e per altri scopi. Dal liquido si ottengono prodotti preziosi come l'antiossidante della benzina, gli antisettici - creosoto, i fenoli per la produzione di materie plastiche, ecc. Nella parte organica del legno di conifere sono presenti resine che contengono terpeni e acidi resinici. I terpeni sono la principale materia prima per la produzione di trementina. La resina secreta dalla conifera funge da materia prima per la produzione di colofonia. Nel processo di lavorazione del legno si ottengono sostanze estrattive, tra cui i tannini, utilizzate per la concia delle pelli. La parte principale dei tannini sono i tannini - derivati dei fenoli poliidrici che, una volta lavorati, interagiscono con le loro sostanze proteiche e formano composti insolubili. Di conseguenza, le pelli acquistano elasticità, resistenza alla decomposizione e non si gonfiano in acqua. LEZIONE N. 2. Tipi di difetti del legno 1. Nodi, crepe Difetti del legno - queste sono deviazioni dalla norma nella struttura del tronco, tutte violazioni della condizione fisica. I difetti comprendono: nodi, crepe, difetti di forma del tronco, struttura del legno, macchie chimiche, infezioni fungine, danni biologici e meccanici, difetti di lavorazione e deformazione. Il vizio più comune è nodi - le basi dei rami che sono presenti nel legno del tronco. Quando si taglia il legno, sulla sua superficie si rivelano nodi di varie forme e tipi. A seconda della forma del taglio sulla superficie del legno, si possono vedere nodi rotondi, ovali e oblunghi, e secondo il grado di crescita con il legno, sono anche suddivisi in intrecciati, parzialmente intrecciati e non intrecciati o cadenti fuori. Quando si taglia il legno in tavole, i nodi possono avere una posizione diversa - plastica, bordo, coste, cucito - nel caso di una sezione longitudinale di un nodo, parte di esso va contemporaneamente su due lembi dello stesso lato della tavola e fine - quando il nodo è alla fine della tavola. Secondo la disposizione reciproca dei nodi sul legname, sono divisi in sparpagliato - solitari o separati tra loro a notevole distanza, raggruppati e ramificati. A partire da legno del corpo del nodo stesso, si dividono in: sane chiare, sane scure, sane con fessure, marce, marce e "tabacco", in cui il legno marcio è completamente o parzialmente sostituito da una massa incoerente di colore bruno ruggine o biancastro . La presenza di nodi nel legno porta a una diminuzione della forza, rende difficile la lavorazione e l'incollaggio, riduce la qualità (soprattutto con un numero e diametro elevato di essi). I nodi non uniti e marci riducono significativamente la qualità del legno e, in alcuni casi, rendono il legno inadatto alla fabbricazione di prodotti (ad esempio tavole). Un altro tipo di difetto del legno è crepe, formato quando il legno viene strappato lungo la venatura. Le crepe appaiono in un albero in crescita e abbattuto. Il primo include metic, desquamazione e gelo, il secondo - crepe da restringimento. Le fessure metiche che attraversano il nucleo di un tronco d'albero hanno la massima estensione e quando il legno raccolto si asciuga, le loro dimensioni aumentano. Negli spazi rotondi di legno, tali crepe di solito si verificano alle estremità, nel legname o nelle parti - alle estremità e alle superfici laterali. Quando il legno è stratificato lungo lo strato annuale, si formano fessure scrostate, e di solito al confine di un brusco passaggio dal legno interstrato al legno a strati grandi, e si trovano in alberi di tutte le specie. Durante l'essiccazione del legno, la fessura scrostata aumenta. Quando si asciuga il legno sotto l'influenza di sollecitazioni interne, crepe da ritiro. Questo tipo di crepe si differenzia dagli altri (fessure metiche e da gelo) per una lunghezza e una profondità inferiori. Nelle tavole, le crepe possono arrivare alla faccia, al bordo o all'estremità. Di conseguenza, sono chiamati foglio, bordo e estremità. Le crepe, specialmente attraverso le crepe, violano l'integrità del materiale in legno e ne riducono la resistenza meccanica. 2. Difetti nella forma del tronco La lavorazione del legno di tutte le specie è molto spesso complicata dai difetti che si verificano nella forma del tronco: rastremazione, ovalità, escrescenze, curvatura e gambo. Fuga è espresso in una diminuzione del diametro di un tronco o della larghezza di una tavola non tagliata, eccedente il normale scolo, che è pari a 1 cm per 1 m di lunghezza dell'assortimento. Di norma, è maggiore nei legni duri, specialmente negli alberi cresciuti all'aperto, e lungo la lunghezza del tronco - nella parte superiore. Questo tipo di difetto della forma del tronco aumenta la quantità di scarti durante la segatura e la pelatura del legname tondo e provoca la comparsa di un'inclinazione radiale delle fibre nell'impiallacciatura. ovalità il tronco è una forma ellittica della sezione trasversale dell'estremità, in cui il diametro maggiore è 1,5 o più volte maggiore di quello minore. Complicare la lavorazione delle crescite legnose sotto forma di un ispessimento locale del tronco di varie forme e dimensioni. crescite si formano a seguito della crescita dei tessuti sotto l'influenza di varie sostanze irritanti - funghi, basse o alte temperature, ecc., nonché durante incendi, danni meccanici e per altri motivi. 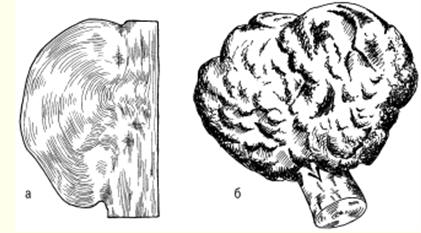 Riso. 2. Crescite: a) lisce, b) irregolari Escrescenze lisce (Fig. 2a) compaiono spesso su tronchi di pino e betulla. Gli strati annuali nei luoghi di crescita sono generalmente più larghi che nel tronco. Escrescenze collinari, o radiche (Fig. 2b), si formano principalmente sui tronchi di betulla, noce, ma anche acero, ontano nero, frassino, faggio, pioppo, ecc. Il legno nella zona della radica ha una struttura irregolare con una struttura ondulata -direzione ondulata delle fibre e con inclusioni di colore scuro sotto forma di piccole macchie, trattini e puntini. Nei tagli, i cappucci hanno una bella consistenza, quindi sono usati come materiale per l'artigianato e per la produzione di tranciati a fette. Un tale difetto del tronco come il suo curvatura, inoltre rende difficile l'utilizzo del legno tondo e aumenta lo spreco di segatura. La curvatura del tronco è la deviazione dell'asse longitudinale da una linea retta, e può essere con una curva e complessa - con due o più curve. Spesso c'è un tipo di malformazione del tronco, come culo, che si esprime in un forte aumento del diametro del calcio di legno tondo, cioè quando il diametro dell'estremità del calcio è 1,2 volte maggiore del diametro a una distanza di un metro da tale estremità. Quando si sega e si sbuccia il legno, la presenza di un tale difetto porta ad un aumento della quantità di rifiuti e, inoltre, provoca la comparsa di un'inclinazione radiale delle fibre nell'impiallacciatura. Il buttiness complica anche l'uso del legno tondo per lo scopo previsto e complica la lavorazione del legno. 3. Difetti nella struttura del legno Quando si lavora il legno, si riscontrano spesso difetti nella struttura del legno associati a una struttura errata del tronco. Ci sono i seguenti tipi difetti nella struttura del legno: 1) obliquo, o la pendenza delle fibre, che è la deviazione delle fibre dall'asse longitudinale del tronco; 2) rotolo - solido o locale sotto forma di un forte ispessimento del legno di strati tardivi annuali; 3) pilosità - disposizione fortemente ondulata o confusa delle fibre di legno (gli sbozzati di legno con un tale difetto sono utilizzati nella fabbricazione di prodotti artistici, mobili, manici d'ascia e artigianato vario); 4) ricciolo - curvatura locale degli strati annuali vicino a nodi o germogli (il legno con un tale difetto viene utilizzato nella produzione di mobili e nell'artigianato); 5) tasche in resina. Si trovano nel legno di conifere, soprattutto nell'abete rosso, sono cavità tra strati annuali riempiti di resina; 6) lanciato - una sezione di legno di conifere, riccamente impregnata di resina; 7) doppio nucleo - due nuclei in una sezione trasversale del tronco, che si formano nel punto della biforcazione del tronco; 8) figliastro - secondo picco rachitico e morto, che di solito si trova ad angolo acuto; 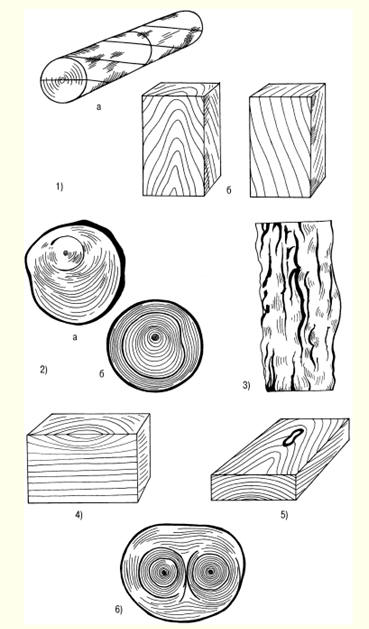
Riso. 3. Difetti nella struttura del legno: 1 - varietà di inclinazione delle fibre: a - inclinazione tangenziale nel tondo; b - locale; 2 - rotolo: a - solido; b - locale; 3 - pilus fibroso in betulla; 4 - arricciatura unilaterale; 5 - tasca; 6 - doppio nucleo in un tronco di pino; 7 - figliastro; 8 - lato asciutto; 9 - cancro al pino; 10 - prorost: a - aperto; b - chiuso; 11 - falso nucleo: a - arrotondato; b - stellato; c - a lama 9) secchezza. Si verifica a causa di danni alla corteccia di un albero in crescita sotto forma di una sezione morta del tronco; 10) proro. È una ferita troppo cresciuta, solitamente riempita con resti della corteccia e tessuti morti; 11) il cancro, che è una ferita di un albero e si manifesta sulla superficie del tronco a causa dell'attività di funghi e batteri parassiti, modificando la struttura del legno e la forma del tronco; 12) falso nucleo, che assomiglia ad un vero durame, ma si differenzia per una struttura più eterogenea e forma meno regolare, spicca per una zona scura e di colore non uniforme nella parte centrale del tronco, è separata dall'alburno da una striscia scura e talvolta chiara, appare da l'impatto di funghi, forti gelate, come reazione alle ferite e per altri motivi, con il legno del falso focolare più fragile e meno resistente e l'aspetto generalmente peggiore; 13) alburno interno - la presenza nel durame di più strati annuali, simili per colore e proprietà all'alburno, che presenta una ridotta resistenza alla decomposizione e una maggiore permeabilità ai liquidi; 14) falda acquifera - difetto del legno sotto forma di aree con elevata umidità a causa dell'azione di batteri, funghi, penetrazione dell'acqua piovana attraverso ferite o per saturazione eccessiva del suolo con umidità. 4. Lesioni fungine Quando si taglia il legno, in alcuni casi, punti sonori di funghi - aree del nucleo di colore anomalo, che si formano negli alberi in crescita sotto l'influenza di funghi che macchiano il legno o che distruggono il legno. Nel legno abbattuto, l'ulteriore sviluppo di questo difetto si interrompe. Macchie di cuore fungine si osservano alle estremità sotto forma di macchie di varie dimensioni e forme di colori marrone, grigio-rossastro o grigio-viola. Questo difetto provoca: una diminuzione della resistenza all'urto, un aumento dell'assorbimento d'acqua e della permeabilità all'acqua, un deterioramento della biostabilità e dell'aspetto del legno; in termini di resistenza sotto carico statico, quasi non cambia e la struttura del legno interessato viene preservata. Quando si conserva il legno su alburno grezzo, compaiono spesso muffe: micelio e frutti di funghi sulla superficie del legno sotto forma di macchie singole o rivestimento continuo, mentre si colora il legno in vari colori. La muffa non intacca le proprietà meccaniche, ma peggiora l'aspetto del legno; dopo l'essiccazione si rimuove facilmente lasciando macchie sporche e colorate. In legno abbattuto, spesso formato macchie di funghi alburno - aree di alburno colorate in modo anomalo sotto l'influenza di funghi che distruggono il legno che non causano marciume. Le macchie di funghi alburno non pregiudicano le proprietà meccaniche del legno, ma ne peggiorano l'aspetto e ne aumentano la resistenza all'acqua. Per colore, si distingue il blu - sotto forma di un colore grigio dell'alburno con sfumature bluastre o verdastre e macchie colorate di alburno - sotto forma di colore arancione, giallo, rosa e marrone dell'alburno. I funghi che macchiano l'alburno possono attaccare adesivi e vernici. Nel legno abbattuto durante lo stoccaggio nella stagione calda, a seguito dello sviluppo di processi biochimici con o senza la partecipazione di funghi, si verifica un tale difetto come doratura. La doratura del legno si manifesta sotto forma di aree colorate in modo anomalo di legno duro marrone di varie tonalità. La doratura si osserva sulle estremità sotto forma di macchie di varie dimensioni e forme, e sulle superfici laterali - sotto forma di macchie allungate, strisce o danni continui all'alburno, mentre l'aspetto del legno peggiora e resistenza e durezza leggermente diminuire. Per evitare l'imbrunimento del legno, viene eseguita la cottura a vapore del legname. Grandi danni al legno marcire, formata sotto l'influenza di funghi. I marciumi si distinguono per il colore e la struttura della lesione: setaccio variegato, fibroso bianco; e anche per tipi: alburno, sano e marcio esterno. Il legno marcio è una fonte di infezione fungina per varie strutture in legno. Marcire si sviluppa gradualmente e si articola in tre fasi: nella prima cambia solo il colore del legno; sul secondo, il legno cambia parzialmente struttura e durezza sotto l'influenza del marciume; sul terzo legno perde completamente forza e durezza.A seconda dello stadio di sviluppo del marciume e dell'entità del danno, la qualità del legno può essere notevolmente ridotta. 5. Macchie chimiche, danni biologici e deformazioni Nel processo di lavorazione del legno si incontra spesso un fenomeno come la colorazione chimica del legno: aree colorate in modo anomalo nel legno abbattuto risultanti da processi chimici e biochimici. Nella maggior parte dei casi, è associato all'ossidazione dei tannini. Tipicamente, tali aree si trovano negli strati superficiali del legno - a una profondità di 1-5 mm. Come mostra la pratica della lavorazione del legno, i coloranti chimici cambiano solo il colore e la lucentezza, mentre le altre proprietà del legno rimangono invariate. Con un'intensa colorazione naturale, l'aspetto del legno si deteriora, ma quando si asciuga, la colorazione chimica svanisce gradualmente. In caso di violazione della tecnologia di stoccaggio del legname appena tagliato, il legno viene esposto danno biologico sotto forma di wormhole - passaggi e buchi praticati nel legno da insetti e loro larve (coleotteri, farfalle, termiti, ecc.). Le condizioni ottimali per la vita di questi insetti sono una temperatura di +18-20°C e un'umidità relativa del 60-80%. I wormhole variano in profondità di penetrazione: superficiale (non più di 3 mm di profondità), poco profondo (non più di 5 mm nel legno tondo e non più di 5 mm nel legname) e profondo. Allo stesso tempo, possono essere non passanti, cioè rivolti verso due lati opposti del tabellone. Il wormhole superficiale non intacca le proprietà meccaniche del legno, mentre quelli poco profondi e profondi violano l'integrità del legno e ne riducono le proprietà meccaniche. Durante lo stoccaggio a lungo termine con una violazione della tecnologia, nel legno può formarsi un cosiddetto wormhole marcio, causato da parassiti domestici che possono svilupparsi anche su legno secco: mobili e smerigliatrici domestiche, barbo domestico, termiti. In questo caso, il numero di passaggi profondi è elevato e il legno al loro interno si trasforma in una massa marcia con un alto contenuto di farina di perforazione. Quando si asciuga o si inumidisce, così come durante la lavorazione meccanica, a causa dell'anisotropia del ritiro - gonfiore e sollecitazioni interne nel legno - si osserva spesso un tale fenomeno come ordito sotto forma di un cambiamento nella forma dell'assortimento. L'orditura del legno segato può essere di diversi tipi: longitudinale lungo la faccia, complessa, longitudinale lungo il bordo, trasversale e anche ad ala (alare) (Fig. 4). La natura della deformazione dipende dalla segatura da un tronco. L'ordito riduce la qualità del legname e dei prodotti in legno, complica la lavorazione e il taglio, aumenta la quantità di rifiuti e generalmente rende difficile l'uso del legno.  Riso. 4. Tipi di deformazione: a - trasversale in faccia; b - longitudinale lungo la faccia; c - alato Il fenomeno della deformazione si osserva più spesso nel legname ottenuto dalla lavorazione della betulla. 6. Inclusioni estranee, danni meccanici e difetti di lavorazione In alcuni casi, durante la lavorazione del legno, si riscontrano inclusioni estranee sotto forma di corpo estraneo di origine non legnosa - chiodo, filo, frammento di metallo o pietra. Un segno esterno di tale difetto può essere gonfiore locale e pieghe della corteccia nel legno, un'ammaccatura, un buco. Tali inclusioni complicano la lavorazione meccanica del legno e spesso causano danni agli utensili da taglio: frese, frese circolari, ecc. Danni meccanici e difetti di lavorazione possono avere natura e origine diversa. A volte c'è del legno carbonizzato. La carbonizzazione del legno è il risultato del danneggiamento dello stesso da parte del fuoco, mentre cambia la sua forma, il che ne rende difficile l'uso e provoca la perdita del legno. Carr - si tratta di un danno al tronco durante la maschiatura, che provoca la resinificazione del legno. declino è una parte della superficie laterale di un tronco che è stata conservata su una tavola o parte bordata, che porta ad una diminuzione della larghezza effettiva della tavola e ne rende difficile l'uso. Quando si lavora il legno con un utensile da taglio, rischi sulla sua superficie ondulazione - taglio non piatto o irregolarità sotto forma di prospetti ad arco e depressioni dovute alla fresatura cilindrica del legno. La lavorazione del legno di scarsa qualità porta alla comparsa di pelosità superficiale sotto forma di presenza di fibre e muschio non completamente separati - la presenza di fasci di fibre non completamente separate e piccole particelle di legno. Zarub - danno locale alla superficie del legno con un'ascia. Squarcio - danneggiamento locale della superficie del legno da parte di un utensile da taglio (sega). Durante la raccolta e la lavorazione del legname, ci sono fiocchi - fessure laterali che si estendono dall'estremità del tondo. In un lavoro simile, si ottiene spesso sblocchi - nicchie con superfici irregolari a causa della rimozione locale del legno quando esposto ad attrezzi o meccanismi. Quando si lavora il legno con un utensile da taglio contro le fibre, si osservano spesso varie prese meccaniche, che se ne vanno ammaccature - depressioni sulla superficie formate a seguito della frantumazione locale del legno, nonché zero - danni alla superficie sotto forma di una cavità lunga e stretta. Di conseguenza, si formano le ammaccature del tagliente dell'utensile graffi - aree della superficie non trattata sotto forma di una sottile striscia sporgente sopra la superficie trattata. Quando si leviga la superficie del legno, a volte un difetto come macinazione - asportazione di parte del legno al di sotto del livello della superficie trattata. Con un maggiore attrito degli utensili da taglio nel processo di lavorazione del legno, si verifica spesso un tale difetto come bruciare legno sotto forma di un'area oscurata della superficie trattata. I suddetti difetti del legno riducono la qualità della lavorazione, pregiudicano l'incollaggio, la finitura e l'impiallacciatura del materiale o dell'intero prodotto, in alcuni casi peggiorano l'aspetto e violano l'integrità del legno, peggiorano la resistenza meccanica e ne rendono difficoltoso l'uso. CONFERENZA N. 3. Specie arboree 1. Chiave per le specie arboree Basato sul "Manuale del legno" A. M. Borovikova и BN Ugoleva il determinante delle razze è fatto. 1. Gruppi di specie arboree: 1) gli strati annuali sono ben visibili su tutti i tagli di legno. I raggi centrali non sono visibili. Non ci sono navi. Il legno di alcune specie presenta passaggi in resina (conifere); 2) gli strati annuali sono chiaramente visibili a causa della differenza nella struttura del legno precoce e tardivo. Nella zona iniziale degli strati annuali, i grossi vasi formano un anello continuo di fori, ben visibile ad occhio nudo. La zona tardiva degli strati annuali è di struttura densa, sono presenti solo piccoli vasi. Piccoli vasi e cellule parenchimali formano uno schema sotto forma di strisce radiali, linee ondulate che corrono lungo il bordo di strati annuali, singoli trattini o punti. La maggior parte delle razze mostra raggi midollari; 3) nella maggior parte delle razze, gli strati annuali sono poco visibili. I vasi nella sezione trasversale non sono affatto visibili ad occhio nudo, o se sono visibili, non formano un anello continuo, ma sono uniformemente sparsi in tutto lo strato annuale.La zona tardiva dello strato annuale non ha motivo. In alcune razze sono visibili i raggi del nucleo: legni duri vascolari sparsi; 2. Specie arboree: 1) conifere: a) i canali di resina sono abbastanza grandi e numerosi. Gli strati annuali sono chiaramente visibili in tutte le sezioni. Il nucleo ha un colore dal rosa al rosso brunastro. L'alburno è ampio, ha un colore dal giallastro al rosa pallido (pino silvestre). Inoltre, similmente per il resto delle conifere; 2) legni duri anulari: a) i raggi midollari sono ampi e ben visibili su tutti i tagli. Il legno del nucleo è di colore marrone scuro o marrone giallastro. L'alburno è stretto, il colore è giallo chiaro. Gli strati annuali sono chiaramente visibili su tutte le sezioni. Su una sezione trasversale in legno tardivo sono visibili leggere strisce radiali simili a fiamme di piccoli vasi. Il legno è solido. Inoltre, allo stesso modo per altre razze; 3) legni duri vascolari sparsi: a) gli strati annuali sono poco visibili in tutte le sezioni. Il legno è bianco con una sfumatura giallastra o rosata. Sulla sezione radiale, i raggi centrali sono visibili sotto forma di piccole macchie scure lucide e corte. Spesso ci sono ripetizioni di base che sembrano punti o trattini di un colore bruno-rossastro. Il legno è abbastanza duro e pesante (betulla); b) il legno è bianco con una leggera sfumatura rosa. Gli strati annuali sono appena visibili. Il legno è leggero, morbido (tiglio a foglia piccola); c) l'altezza dei raggi midollari nella sezione radiale è di circa 0,5 mm. Gli strati annuali non sono chiaramente visibili su tutte le sezioni, ma soprattutto su quella trasversale. I raggi del nucleo nella sezione radiale creano una caratteristica ondulazione e una forte brillantezza. Il legno è bianco con una sfumatura giallastra o rosata, duro, pesante (acero nucleare); d) non c'è nucleo. Il legno è bianco con una leggera sfumatura verdastra. A volte c'è un difetto: un falso nucleo di colore brunastro. Gli strati annuali sono visibili su tutte le sezioni. Ci sono ripetizioni di base sotto forma di strisce gialle. Il legno è leggero e tenero (pioppo tremulo). Utilizzando la guida alle specie arboree, è possibile determinare il tipo di legno. 2. Principali conifere Le conifere includono abete rosso, pino, larice, abete, cedro, tasso e ginepro, ma cresce sotto forma di arbusti. Ель - razza non nucleare, il suo legno è bianco con una leggera sfumatura giallastra o rosa. Ha passaggi di resina, ma poca resina. In forza, densità e resistenza alla decomposizione, è leggermente inferiore al pino. Gli strati annuali sono chiaramente visibili I più comuni sono due tipi di abete rosso: ordinario e siberiano. Il primo cresce nella parte europea della Russia, il secondo - dagli Urali a Primorye. L'abete rosso è la principale materia prima per la produzione di polpa. L'uniformità della struttura e la capacità di risuonare lo rendono indispensabile nella produzione di strumenti musicali. Dalla corteccia dell'abete rosso si ottengono i tannini per l'industria della pelle. Pino - sound rock con passaggi in resina. Ha un durame leggermente rosato, che col tempo diventa rosso-brunastro, e un ampio alburno giallo-bianco. Gli strati annuali sono chiaramente visibili su tutte le sezioni con una netta transizione da precoce, chiara a tardiva, scura. Il pino ha una densità media, una resistenza e una resistenza alla decomposizione sufficientemente elevate ed è ben lavorato. Il legno di pino viene utilizzato nell'edilizia, nella produzione di parti di costruzione e mobili, nonché per la produzione di varie parti utilizzate nel trasporto ferroviario (in vagoni passeggeri e merci), per il fissaggio nei lavori in miniera, ecc. Inoltre, viene utilizzato anche il pino come materia prima per ottenere cellulosa, truciolare e pannelli di fibra, lievito da foraggio; da esso viene estratta la resina e dagli aghi si ottengono sostanze biologicamente attive. larice in Russia costituisce più della metà delle foreste di conifere, il che ha portato al suo uso diffuso nell'edilizia, nella produzione di mobili, nell'industria della pasta di legno e della carta e dell'idrolisi, ecc. Il larice ha un legno forte e resistente, altamente impregnato di resina. Il durame è di colore bruno-rossastro e l'alburno è bianco o leggermente giallastro. Gli anelli annuali sono ben visibili, con un netto confine tra legno precoce e legno tardivo. Il larice è leggermente nodoso, ha un'alta densità e resistenza, è resistente alla decomposizione In Siberia, le case private sono costruite utilizzando tronchi di larice (vengono realizzate capanne di tronchi), che durano per molti anni. abete - la più leggera e morbida delle specie arboree di conifere. Cresce principalmente nel nord-est della parte europea della Russia e dagli Urali all'Estremo Oriente, oltre che nel Caucaso. Per molti versi assomiglia all'abete rosso, ma non ha passaggi in resina. cedro occupa vaste aree in Russia, specialmente in Siberia. Vive fino a 800 anni e raggiunge i 30 m di altezza con un diametro del tronco fino a 2 M. Il legno di cedro è leggero, morbido, bello nella consistenza e nel colore; ha un nucleo bruno-rosa e alburno bianco-rosa; facile da lavorare, resistente alla decomposizione; ampiamente utilizzato in edilizia. I pinoli sono la principale fonte di olio di cedro, trementina, balsami medicinali. ginepro cresce sotto forma di arbusti, una roccia sonora densa di colore marrone con uno stretto alburno. A causa delle sue piccole dimensioni, viene utilizzato in piccole quantità per la fabbricazione di piccoli prodotti di tornitura e intaglio. 3. Legni duri di base La betulla è più comune nelle foreste della Russia rispetto ad altre specie. Betulla - legno vascolare sparso senza nucleo con una sfumatura giallastra. Gli strati annuali sono poco visibili. I raggi centrali sono visibili solo su tagli rigorosamente radiali (spaccature). La betulla ha caratteristiche di resistenza relativamente elevate, ma una bassa resistenza alla decomposizione; si restringe pesantemente quando è asciutto. Quercia-albero - una roccia vascolare molto pregiata con durame bruno scuro e bruno-giallastro e stretto alburno bianco-giallastro. Sulla sezione trasversale nella zona iniziale dello strato annuale sono visibili grandi vasi e nella zona tardiva scura - raggi midollari radiali chiari simili a fiamme. Il legno di quercia è denso, durevole, resistente alla decomposizione, ha una bella consistenza; si piega bene e può essere lavorato. A causa della carenza di questo legno, viene utilizzato sotto forma di impiallacciatura tranciata, nonché sotto forma di parti massicce. Oltre ai mobili, dalla quercia sono realizzati parquet, botti per vino e birra, parti di attrezzature nell'ingegneria meccanica, ecc .. La quercia di palude, che ha un colore grigio scuro, quasi nero, è molto apprezzata nella produzione di mobili. Dalla corteccia e dal legno di quercia si ottengono sostanze concianti-estrattive, utilizzate per vestire pelli, pellicce, ecc. Frassino - roccia sonora ad anello vascolare con alburno giallastro o rosa e durame bruno chiaro. Gli strati annuali sono chiaramente visibili, i raggi centrali non sono visibili. Assomiglia al rovere per colore e struttura, ma è un po' più chiaro; utilizzato nell'economia del paese. Si distingue principalmente per l'elevata resistenza all'urto, si piega bene, non si sfalda, quindi viene utilizzato nella produzione di attrezzature sportive: racchette da tennis, mazze da hockey. Acero - razza vascolare non nucleare sparsa. Ha legno bianco con una sfumatura rossastra o brunastra Gli strati annuali sono chiaramente visibili su tutte le sezioni e sui raggi radiali e centrali, che creano una caratteristica increspatura. L'acero viene utilizzato nella produzione di mobili e per la fabbricazione di custodie per strumenti musicali, ma ha un uso limitato a causa delle piccole riserve nelle foreste della Russia. Липа - razza vascolare sparsa, non nucleare. Il legno è bianco con una leggera sfumatura rosata, gli strati annuali sono appena percettibili, ha una struttura omogenea, è morbido, si screpola poco durante l'essiccazione e la lavorazione, quasi non si deforma, quindi funge da buon materiale per l'intaglio. Nocciola - una specie molto pregiata, diffusamente vascolare con legno di colore grigio-bruno irregolare, sui tagli sono debolmente visibili strati annuali, ma sono visibili vasi di grandi dimensioni.Per queste qualità, il legno di noce viene utilizzato per ottenere tranciati piallati e fabbricare mobili altamente artistici, vari dettagli per creare interni originali. pioppo - razza a crescita rapida dal suono vascolare diffuso con un ampio alburno di colore bianco. Gli strati annuali sono ampi, ma poco appariscenti. Il legno è tenero, instabile alla decomposizione, utilizzato nella produzione di cellulosa e vari prodotti per la casa. Le riserve di pioppo nelle foreste della Russia sono piccole, quindi il suo utilizzo è limitato. 4. Razze ad uso limitato Per molto tempo, nella zona della steppa della Russia, nelle zone rurali, per la fabbricazione di mobili semplici (sedie, sgabelli, culle), nonché vari mestieri (mattarelli, spingitori, latticello, ecc.), Tali specie arboree come ciliegio, pero, melo, acacia, nocciolo, cenere di montagna, ecc. Con lo sviluppo di un'economia di mercato in Russia, varie arti e mestieri sono diventati più attivi, in cui gli artigiani nella produzione di souvenir, giocattoli, utensili per la casa e i mobili per bambini (culle, seggioloni, ecc.) utilizzano spesso le suddette razze di legno. dal legno ciliegie, che ha un'elevata resistenza in combinazione con le strisce originali e il colore giallo-marrone, i mobili sono stati realizzati con l'imitazione di specie pregiate (mogano) e assi di parquet. Attualmente è utilizzato principalmente per la fabbricazione di vari souvenir e artigianato domestico. La ciliegia appartiene alla razza sana e questo albero cresce rapidamente e può avere un'altezza fino a 6 m (varietà Vladimirka-rastunya) e il diametro del tronco raggiunge i 20-30 cm. legno pere ha anche una serie di proprietà preziose: forza, bei colori dal giallo rosato al rosso brunastro e i raggi centrali e gli strati annuali sono appena percettibili. La pera è una razza non nucleare, facile da lavorare, è stata a lungo utilizzata da artigiani popolari per la fabbricazione di mobili, nonché custodie di strumenti musicali, per artigianato domestico e souvenir. Nelle zone rurali, gli artigiani russi utilizzano da tempo il legno di nocciolo (nocciola) per la fabbricazione di cerchi, scatole, scaffali di legno, che è vicino al legno di betulla in termini di proprietà fisiche e meccaniche e ha anche un colore bianco con una debole lucentezza. lenti (nocciola) si riferisce a una specie non nucleare del genere arbustivo. Il legno ha molte proprietà preziose. cenere di montagna - alta resistenza, resistenza al fuoco, resistenza agli urti. Un altro vantaggio è che è costituito da un ampio alburno con un bel colore rosso-bianco e strati annuali prominenti. Gli artigiani utilizzano da tempo questo legno per realizzare manici per martelli, manici di asce, mazze, mobili semplici (sgabelli, sedie, mensole, panche), oggetti intagliati (colonne, mandrini), ecc. Rowan è una razza solida. Di legno alberi di mele gli artigiani della Russia sono stati a lungo utilizzati per realizzare vari utensili per la casa, per la decorazione d'interni e hanno anche realizzato cofanetti, souvenir, custodie per strumenti musicali, ecc. Questo legno ha una combinazione di colori originale dal giallo-rosa al marrone rossiccio e strati annuali e i raggi centrali sono quasi impercettibili. Il melo appartiene alla razza sonora diffusa-vascolare. 5. Razze esotiche Le specie arboree che crescono in paesi a clima tropicale o subtropicale sono classificate come specie esotiche di uso limitato. Nel XNUMX° secolo iniziò a importare in Russia, a San Pietroburgo grezzi di queste specie per la fabbricazione di mobili destinati all'equipaggiamento dei palazzi reali, e poi le case della nobiltà di corte. Il legno di mogano era il più utilizzato per questi scopi. A poco a poco, in molte grandi città della Russia, i ricchi spesso ordinavano mobili in mogano per le loro case, realizzati da ebanisti di prima classe. Di questo legno, la più famosa è la specie di mogano, come il mogano, che cresce in Africa. Australia, così come in Centro e Sud America. Il legno di questo tipo di mogano ha una bellissima combinazione di colori: dal bianco (alburno stretto) al rosso-marrone o al rosso-marrone (nucleo). Il legno è stato utilizzato in piccole quantità in Russia ebano. Con questo nome venivano importati dall'estero sbozzati di diverse specie, che avevano legno nero. Molto spesso veniva importato legno di ebano (nero), che è durame, ha un alburno bianco stretto e un durame nero lucido, e in tutti i tipi di tagli gli strati annuali e i raggi centrali sono invisibili.Il legno di ebano viene utilizzato per la fabbricazione di oggetti artistici e da esso vengono ricavati prodotti decorativi, tasti di pianoforte, per intarsio durante la decorazione di interni e anche strumenti a fiato in legno. L'albero di ebano (nero) cresce in India, Africa e Ceylon (nello Sri Lanka). La densità a secco del legno di ebano è di 1000 kg/m 3, cioè più della densità dell'acqua. Palissandro. Nel commercio internazionale, questo nome combina diverse specie di alberi con legno simile per colore e struttura, che cresce ai tropici. Il legno di tali alberi è durame diffusamente vascolare, il suo alburno è stretto, giallo chiaro, con una sfumatura grigiastra, il nucleo stesso ha un colore viola-marrone o cioccolato con una sfumatura viola; è molto pesante, si asciuga un po', è difficile da spaccare, ma è ben lucidato. Il legno di palissandro viene utilizzato per la fabbricazione di strumenti musicali, intagli, tornitura e altri prodotti. Секвойя - l'albero più grande del globo, si distingue per la grande durabilità; cresce ai tropici, appartiene a specie di conifere; in termini di proprietà fisiche e meccaniche è vicino al legno di abete, è ben lavorato; utilizzato nell'edilizia, nonché per la fabbricazione di mobili, matite. Eucalyptus. In natura ci sono più di 500 specie, cresce principalmente in Australia e Oceania. In Russia, l'eucalipto cresce in piccole quantità sulla costa del Mar Nero del Caucaso. L'eucalipto è un albero a crescita rapida, che raggiunge dimensioni molto grandi - più di 100 m di altezza. Durame legno duro diffusamente vascolarizzato, il durame è bruno con varie sfumature, l'alburno è chiaro. Il legno di questo albero è denso, ha un'elevata resistenza e biostabilità, viene utilizzato nell'edilizia, nella costruzione di automobili, ecc. CONFERENZA N. 4. Proprietà del legno 1. Colore, lucentezza e consistenza del legno Colore il legno dipende dalle condizioni climatiche dell'albero. In un clima temperato, il legno di quasi tutte le specie è di colore pallido e in un clima tropicale ha un colore brillante. L'influenza del fattore climatico influisce anche all'interno della stessa zona, ad esempio le rocce che crescono nelle zone più calde - querce, noci, tassi e altre, hanno un colore intenso, e quelle che crescono a nord - abete rosso, pino, pioppo tremulo, betulla e altri, sono pallidi. L'intensità del colore dipende anche dall'età degli alberi: con l'aumentare dell'età, l'intensità aumenta. Il cambiamento del colore del legno avviene sotto l'influenza dell'aria e della luce, nonché dagli effetti delle lesioni fungine; quando si tiene il legno in acqua o in soluzioni speciali; durante la cottura a vapore e l'asciugatura ad alta temperatura. Il colore del legno è una caratteristica importante e viene presa in considerazione quando si scelgono le specie per la fabbricazione di mobili, decorazioni d'interni, nella produzione di artigianato artistico, strumenti musicali, ecc. brillare - questa è la capacità del legno di riflettere direzionalmente il flusso luminoso. Le superfici a specchio lisce hanno la massima brillantezza, poiché danno una riflessione direzionale. Di norma, la lucentezza del legno viene valutata in base alla bianchezza: maggiore è la bianchezza del legno, maggiore è l'indice di brillantezza. L'abbagliamento e i riflessi danno anche raggi centrali sui tagli radiali. consistenza - si tratta di un disegno naturale su tagli tangenziali e radiali del legno, formato da strati annuali ed elementi anatomici. Più complessa è la struttura del legno, più ricca è la sua consistenza. Nel legno di conifere la struttura è semplice e la tessitura è uniforme, è determinata principalmente dalla larghezza degli anelli annuali e dalla differenza colorazione del legno precoce e tardivo. Il legno duro ha una struttura complessa e una trama più ricca. La natura della trama dipende in gran parte dalla direzione del taglio. Molte specie, come noce, frassino, olmo, quercia e altre, hanno una trama bella e interessante su un taglio tangenziale. Anche il legno sul taglio radiale ha una trama bella e originale. Il legno di radica formato sui tronchi degli alberi a foglie caduche ha elevate proprietà decorative. La trama del legno d'acero a volo d'uccello, creata da gemme dormienti che non si sono sviluppate in un germoglio, è molto originale. Una trama particolare e bella viene creata anche artificialmente con la pressatura irregolare del legno e la sua successiva piallatura, o quando si sbuccia con un coltello ondulato, o ad angolo rispetto alla direzione delle fibre. Con una finitura in legno trasparente, la sua trama è più pronunciata. La consistenza è l'indicatore più importante che determina il valore decorativo del legno. Tipi di struttura del legno: 1) senza uno schema pronunciato: tiglio, pera; 2) motivo finemente maculato: quercia, faggio, platano; 3) motivo moiré: acero grigio, betulla ondulata, mogano; 4) disegnando "a volo d'uccello" - frassino, acero, betulla della Carelia, pioppo ucraino; 5) motivo a conchiglia - noce caucasica, frassino, olmo - parte di testa; 6) motivo annodato - abete rosso, pino. 2. Contenuto di umidità del legno e proprietà associate al suo cambiamento Il legno appena tagliato, di norma, contiene una grande quantità di acqua e in futuro, a seconda delle condizioni di conservazione, può aumentare o diminuire o rimanere allo stesso livello. Ma nella maggior parte dei casi è necessario adottare misure per rimuovere l'acqua, cioè per asciugare il legno. Un indicatore del contenuto d'acqua nel legno è l'umidità, che si divide in assoluta e relativa. In pratica, usano principalmente l'assoluto liuto valore di umidità, che è determinato dalla formula: Waddominali. = [(m - m0) / M0] × 100%, dove m è la massa del campione di legno bagnato, g; m0 - la massa dello stesso campione assolutamente secco, g L'indicatore dell'umidità relativa è usato raramente, principalmente come indicatore del contenuto di umidità della legna da ardere. È determinato dalla formula: Wrel. = (m - m0 / m) × 100%. Esistono due modi per determinare l'umidità: diretta e indiretta. Il metodo diretto si basa sull'estrazione di acqua dal legno. Per fare ciò, il campione di legno pulito viene essiccato in un forno a una temperatura di 103 ° C fino a quando l'umidità non viene completamente rilasciata. Durante il processo di essiccazione, il campione viene pesato - la prima volta dopo 6-10 ore dall'inizio dell'essiccazione, quindi ogni 2 ore L'essiccazione viene interrotta dopo che il peso del campione non diminuisce più. Il metodo diretto consente di determinare con grande precisione il contenuto di umidità del legno. Il secondo metodo è indiretto, basato sulla misurazione della conducibilità elettrica del legno mediante un misuratore di umidità elettrico. Con questa misurazione, la scala del dispositivo mostra la quantità di umidità. Questo metodo consente di determinare rapidamente l'umidità. Ma il suo svantaggio risiede nell'errore di misurazione, che è del 2-3%, e con un'umidità del legno superiore al 30%, anche superiore. L'acqua nel legno è in uno stato legato e libero. L'acqua legata si trova nelle pareti cellulari e viene trattenuta saldamente. La rimozione di tale acqua è difficile e ha un effetto significativo sulla modifica della maggior parte delle proprietà del legno. La quantità massima di acqua legata corrisponde al limite di saturazione della parete cellulare, che viene preso in considerazione nei calcoli: Wb.s. = 30%. L'acqua libera si trova nelle cavità cellulari e negli spazi intercellulari, quindi è più facile da rimuovere dal legno. Il legno appena tagliato ha un contenuto di umidità compreso tra il 50 e il 100% e con una lunga permanenza in acqua - oltre il 100%. Dopo l'essiccazione all'aria aperta, l'umidità si riduce al 15-20%. Viene chiamata l'umidità del 20-22%. trasporto, e l'umidità che il legno ha durante il periodo di funzionamento, - operativo. L'essiccazione del legno è di due tipi: atmosferico, a temperatura ambiente, e artificiale, o camera, quando la temperatura può arrivare fino a 100 ° C e oltre. Durante l'essiccazione della camera, si verifica il ritiro del legno, ovvero una diminuzione delle dimensioni lineari nella direzione radiale del 3-7% e nella direzione tangenziale dell'8-10%, lungo le fibre - dello 0,1-0,3%. Il ritiro volumetrico totale è dell'11-17%. Quando si asciuga il legno con una diminuzione dell'umidità, le sue proprietà meccaniche cambiano: l'elasticità diminuisce, ma aumenta la resistenza alla compressione e diminuisce anche la conduttività elettrica. 3. Densità del legno. Proprietà termiche del legno densità del legno è la massa per unità di volume del materiale espressa in g/cm 3 o kg/mq 3. Esistono diversi indicatori della densità del legno, che dipendono dall'umidità. La densità di una sostanza legnosa è la massa per unità di volume del materiale che forma le pareti cellulari. È approssimativamente uguale per tutte le razze ed è pari a 1,53 g/cm 3, cioè 1,5 volte superiore alla densità dell'acqua. La densità del legno assolutamente secco è la massa per unità di volume di legno in assenza di acqua. È determinato dalla formula: ρ0 = m0 /V0, dove p0 - densità del legno assolutamente secco, g/cm 3 o kg/mq 3; m0 - peso di un campione di legno con un contenuto di umidità dello 0%, go kg; V0 - volume di un campione di legno con un contenuto di umidità dello 0%, cm 3 o m 3. La densità del legno è inferiore alla densità della sostanza legnosa, poiché presenta dei vuoti riempiti d'aria, cioè la porosità, che si esprime in percentuale e caratterizza il rapporto dei vuoti nel legno assolutamente secco. Maggiore è la densità del legno, minore è la sua porosità. La densità del legno dipende in modo significativo dall'umidità.Con l'aumento dell'umidità, la densità del legno aumenta.In base alla densità, tutte le specie sono divise in tre gruppi (con un contenuto di umidità del legno del 12%): 1) rocce a bassa densità - 540 kg/m 3 e meno - questo è abete rosso, pino, tiglio, ecc .; 2) rocce di media densità - da 550 a 740 kg/m 3- questa è quercia, betulla, olmo, ecc .; 3) rocce ad alta densità - 750 kg/m 3 e altro ancora: corniolo, carpino, pistacchio, ecc. Proprietà termiche del legno sono la capacità termica, la conducibilità termica, la diffusività termica e la dilatazione termica. Capacità termica: la capacità del legno di accumulare calore. La capacità termica specifica C è considerata un indicatore della capacità termica - la quantità di calore necessaria per riscaldare 1 kg di massa di legno di 1 °C. Si misura in kJ/kg × t °C. Il legno secco è una sostanza legnosa e aria e la frazione di massa dell'aria in esso contenuta è insignificante, pertanto la capacità termica del legno secco è quasi uguale alla capacità termica della sostanza legnosa. La capacità termica specifica del legno è praticamente indipendente dalla specie e ad una temperatura di 0°C per il legno assolutamente secco è di 1,55 kJ. All'aumentare della temperatura la capacità termica specifica aumenta leggermente e ad una temperatura di 100 °C aumenta di circa il 25%. Quando il legno viene inumidito, la sua capacità termica aumenta. Il processo di trasferimento del calore nel legno è caratterizzato da due indicatori: il coefficiente di conducibilità termica e il coefficiente di diffusività termica. Coefficiente di conducibilità termica? numericamente uguale alla quantità di calore che passa nell'unità di tempo attraverso una parete di legno con una superficie di 1 m 2 e 1 m di spessore con una differenza di temperatura sui lati opposti della parete di 1 °C. Si misura in W/(m × °C). Il coefficiente di diffusività termica caratterizza la velocità di variazione della temperatura del legno quando viene riscaldato o raffreddato. Determina l'inerzia termica del legno, ovvero la sua capacità di equalizzare la temperatura. La diffusività termica si calcola con la formula: α = λ/s × ρ, dove ρ è la densità del materiale, kg/m3; λ - coefficiente di conducibilità termica, W / (m × °С); c è la capacità termica specifica del legno, kJ / (kg × °С). 4. Proprietà elettriche ed acustiche del legno Come dimostrato da numerosi studi sulle proprietà elettriche del legno, la sua conducibilità elettrica, cioè la capacità di condurre la corrente elettrica, è inversamente proporzionale alla sua resistenza elettrica. Ci sono resistenze di superficie e di volume, che insieme danno la resistenza totale di un campione di legno posto tra due elettrodi. La resistenza del volume caratterizza l'ostacolo al passaggio della corrente attraverso lo spessore del campione e la resistenza superficiale - lungo la superficie. Gli indicatori di resistenza elettrica sono il volume specifico e la resistenza superficiale specifica. Gli studi hanno dimostrato che il legno secco è un cattivo conduttore di corrente, ma con l'aumentare dell'umidità la sua resistenza diminuisce. Questo può essere visto dai dati ottenuti durante gli studi (Tabella 1). Tabella 1 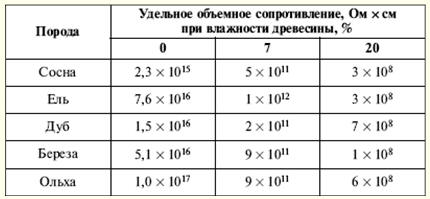 Una diminuzione della resistenza superficiale si verifica con un aumento dell'umidità. Ad esempio, con un aumento del contenuto di umidità del faggio dal 4,5 al 17%, la resistenza elettrica superficiale diminuisce da 1,2 × 1013 fino a 1×107 Ohm. Inoltre, a seguito di ricerche, è stato riscontrato che una diminuzione della resistenza elettrica del legno si verifica quando viene riscaldato, soprattutto alla sua bassa umidità, quindi un aumento della temperatura da 20 a 94 ° C riduce assolutamente la resistenza di legna secca di 10 6 tempo. proprietà acustiche. Studiando le proprietà acustiche del legno, si è riscontrato che la velocità di propagazione del suono nel legno è maggiore, minore è la sua densità e maggiore è il modulo di elasticità. I valori medi della velocità del suono lungo le fibre per legno secco sono: quercia - 4720 m/s, frassino - 4730 m/s, pino - 5360 m/s, larice - 4930 m/s. Ulteriori studi hanno dimostrato che la velocità del suono attraverso le fibre è 3-4 volte inferiore rispetto a quella lungo le fibre. La velocità di propagazione del suono dipende dalle proprietà dei materiali e, prima di tutto, dalla densità, ad esempio, nell'acciaio, il suono si propaga a una velocità di 5050 m/s, nell'aria - 330 m/s e nella gomma - 30 SM. Sulla base dei dati ottenuti nello studio delle proprietà acustiche del legno, è stato costruito un metodo ad ultrasuoni per determinarne la resistenza e i difetti nascosti interni. Secondo i dati della ricerca, la capacità di assorbimento acustico del legno è bassa, ad esempio l'isolamento acustico del legno di pino con uno spessore di 40 cm è di 48 dB e il rovere con uno spessore di 3 cm è di 12 dB. Come stabilito dalla ricerca, le migliori proprietà acustiche in termini di maggiore emissione sonora sono il legno di abete rosso, abete e cedro, che viene utilizzato per la fabbricazione di molti strumenti musicali: a pizzico, ad arco, tastiere, ecc. esposizione a lungo termine il legno ha le migliori proprietà acustiche - per 4,5 anni o più. 5. Durabilità del legno Le proprietà meccaniche comprendono la resistenza e la deformabilità del legno, oltre ad alcune proprietà tecnologiche. La forza del legno è la sua capacità di resistere alla distruzione sotto l'influenza di carichi esterni. La resistenza alla trazione del legno è determinata testando campioni per compressione, tensione, flessione, taglio. Quando si testa il legno per la compressione, il carico viene eseguito lungo le fibre, quindi attraverso e in un punto. La resistenza alla trazione è determinata in MPa dalla formula: бsz = Pmax /a×b, dove pmax - carico di rottura massimo, N; aeb sono le dimensioni del campione di legno, mm. Secondo i dati del test, è stato riscontrato che quando il legno viene allungato attraverso le fibre, la resistenza è di circa 1/20 della resistenza alla trazione lungo le fibre. Pertanto, quando si progettano prodotti e si costruiscono varie strutture edilizie, non sono ammessi casi in cui i carichi di trazione siano diretti attraverso le fibre. In pratica, nella maggior parte dei casi, i prodotti in legno lavorano con carichi di flessione. Pertanto, i campioni di legno devono essere testati per la flessione, determinando la resistenza alla trazione in MPa secondo la formula: бdi = 3Pmax × l/2 × b × a2, dove l - distanza tra i supporti, mm; b - larghezza del campione in direzione radiale, mm; h è l'altezza del campione nella direzione tangenziale, mm. Quando il campione viene piegato sul lato convesso, si verificano sollecitazioni di trazione e sul lato concavo si verificano sollecitazioni di compressione. A carichi superiori al valore limite, la distruzione del legno avviene sotto forma di rottura delle fibre tese sul lato convesso della frattura del campione. La resistenza al taglio è di grande importanza. Questo indicatore viene determinato durante il test di tre tipi di taglio: per il taglio lungo e attraverso le fibre; per tagliare il legno trasversalmente. Allo stesso tempo, la resistenza alla trazione del legno per la scheggiatura è bck, MPa è determinato dalla formula: бck = Pmax /b×l, dove p max - carico massimo, N; b, l - spessore e lunghezza del campione nel piano di taglio, mm. Le prove per tagliare il legno attraverso le fibre vengono eseguite su campioni utilizzando un coltello mobile. In questo caso, la resistenza alla trazione in MPa è determinata dalla formula: τ = Pmax /2×a×b, dove pmax - carico massimo, N; aeb sono le dimensioni della sezione del campione, mm (trasversale). Come mostrano i risultati del test, la resistenza del legno quando viene tagliato attraverso le fibre è 4 volte maggiore rispetto a quando viene scheggiato lungo le fibre. Come hanno dimostrato i test, i moduli di elasticità in compressione e tensione del legno sono approssimativamente gli stessi e ammontano a 12,3 GPa per il pino, 14,6 GPa per la quercia e 16,4 GPa per la betulla con un contenuto di umidità del 12%. Il modulo di elasticità attraverso le fibre è circa 20-25 volte inferiore a quello longitudinale, e nella direzione radiale è superiore rispetto alla direzione tangenziale, di circa il 20-50%. Quando si testa il legno, viene anche determinato il modulo di elasticità: E = 3 × P × l / (64b × h3 ×f), dove P è il carico uguale alla differenza tra i limiti di misura superiore e inferiore, N; l - distanza tra i supporti (su cui si trova il campione di legno), mm; b e h - larghezza e altezza del campione, mm; f - deflessione uguale alla differenza tra i valori medi aritmetici della deflessione ai limiti di carico superiore e inferiore, mm. 6. Proprietà tecnologiche del legno Proprietà tecnologiche: resistenza all'urto, durezza, resistenza all'usura, capacità di trattenere viti, chiodi e altri elementi di fissaggio, nonché lavorabilità con utensili da taglio. Resistenza all'urto del legno - questa è la sua capacità di assorbire le forze (lavoro) all'impatto senza distruzione. Maggiore è la quantità di lavoro necessaria per rompere il campione, maggiore è la sua viscosità. La forza d'urto è determinata dalla formula: A \uXNUMXd Q / b x h, J / cm 2, dove Q è il lavoro speso sulla frattura del campione, J; b e h sono la larghezza e l'altezza del campione. durezza del legno è la sua capacità di resistere all'indentazione di un corpo fatto di un materiale più duro - un punzone d'acciaio con una punta semisferica di raggio r = 5,64 mm ad una profondità di 5,64 mm. Contemporaneamente, al termine del caricamento, sulla scala del misuratore di forza della macchina viene conteggiato il carico R. Dopo il test, nel legno rimane un'impronta di 100 mm di superficie 2. La durezza statica del campione è determinata in N/mm utilizzando la formula: H \uXNUMXd P / π × r2, dove π×r2 - l'area dell'impronta nel legno quando viene premuto un emisfero di raggio r, mm. Se si verifica una divisione dei campioni durante il processo di test, il punzone viene premuto a una profondità inferiore - 2,82 mm e la durezza è determinata dalla formula: H = 4P / (3π × r2). Tutte le rocce sono divise in tre gruppi in base alla durezza della superficie terminale: morbida - con una durezza di 40 N / mm 2 e meno, duro - 41-80 N/mm 2 e molto duro - più di 80 N/mm 2. resistenza all'usura il legno caratterizza la sua capacità di resistere all'usura durante lo sfregamento sulla superficie di elementi abrasivi o microrugosità di un corpo più solido. Durante i test di abrasione, vengono create condizioni che imitano il processo effettivo di abrasione del legno utilizzato per pavimenti, scale, ponti. L'abrasione viene eseguita su una macchina speciale. In questo caso, l'indice di abrasione t è calcolato in mm secondo la formula: t = h×(m1 - M2) / M1, dove h è l'altezza del campione prima dell'abrasione, mm; m 1 e m 2 - la massa del campione, rispettivamente, prima e dopo la prova, g. La resistenza specifica all'estrazione di un chiodo o di una vite è determinata dalla formula: Рbattiti. = pmax / l (N/mm), dove pmax - carico massimo durante l'estrazione di chiodi o viti; l è la lunghezza per piantare un chiodo o avvitare una vite. La capacità del legno di trattenere gli elementi di fissaggio dipende dalla specie, dalla densità e dal contenuto di umidità. La resistenza all'estrazione dei chiodi martellati nelle direzioni radiale e tangenziale è approssimativamente la stessa, ma è maggiore rispetto a quando i chiodi vengono piantati nell'estremità del provino. La capacità del legno di piegarsi - il migliore in faggio, quercia, frassino, peggio - in conifere. Per migliorare la flessibilità del legno, viene cotto a vapore prima della piegatura, quindi dopo la piegatura viene raffreddato ed essiccato in uno stato fisso, per cui acquisisce una forma curva stabile. La capacità del legno di spaccarsi - questo è il processo di separazione lungo le fibre sotto l'azione del carico trasmesso al cuneo. Questa è una proprietà negativa del legno quando si guidano chiodi vicino al bordo, così come stampelle, viti quando si avvitano, ma positiva quando si taglia legna da ardere o si raccolgono tronchi spaccati. CONFERENZA N. 5. Leghe 1. La struttura dei metalli Metalli e loro leghe - il materiale principale nell'ingegneria meccanica. Hanno molte proprietà preziose, principalmente a causa della loro struttura interna. Il metallo o la lega morbida e duttile può essere resa dura, fragile e viceversa. Per modificare consapevolmente le proprietà dei metalli, è necessario conoscere le basi della loro struttura cristallina. Come è noto, tutti i corpi sono costituiti da un gran numero di atomi, tenuti insieme da forze coesive, oscillanti ad alta frequenza vicino ai punti di equilibrio. Poiché gli atomi di diversi metalli sono diversi, ogni metallo ha le sue proprietà specifiche. Queste proprietà dipendono dalla disposizione degli atomi tra loro, dalla natura dei loro legami e dalla distanza tra loro. Se cambi la distanza tra gli atomi o l'ordine della loro disposizione, cambieranno anche le proprietà del metallo. Nei corpi amorfi - resina, vetro, colofonia, ecc. - gli atomi sono disposti in modo casuale. Nei metalli, sono in un certo ordine geometrico, formando cristalli, quindi i metalli sono corpi cristallini. I metalli differiscono non solo nell'ordine di disposizione degli atomi, ma anche nel reticolo cristallino, che è una griglia spaziale immaginaria costituita da celle elementari, ai cui nodi sono presenti gli atomi. Si distinguono i seguenti reticoli cristallini di metalli con un denso impaccamento di atomi: centrato sul corpo cubico, centrato sulla faccia cubica ed esagonale. In una cella di un reticolo cubico a corpo centrato, gli atomi si trovano ai vertici e al centro del cubo. Tale cella contiene nove atomi (cromo, tungsteno, vanadio, molibdeno, litio e, a determinate temperature, ferro e altri metalli). In una cella di un reticolo cubico centrato sulla faccia, gli atomi si trovano ai vertici del cubo e all'intersezione delle diagonali di ciascun piano. Tale cella ha 14 atomi (piombo, nichel, rame, oro, argento, lamiera, ferro a determinate temperature e altri metalli). In una cella di un reticolo cristallino esagonale, gli atomi si trovano ai vertici e al centro delle basi esagonali del prisma e tre atomi si trovano nel suo piano medio, mentre una tale cella contiene 17 atomi (magnesio, zinco, cadmio , osmio, berillio e altri metalli). In determinate condizioni, alcuni metalli - ferro, titanio, zirconio, stronzio, cobalto, calcio e altri - possono essere riorganizzati da un tipo di reticolo cristallino a un altro, ad esempio, da cubico centrato sul corpo a centrato sulla faccia e persino esagonale. La cella elementare mostra un solo elemento, o una cella, del reticolo cristallino. L'intero reticolo cristallino in un vero metallo è costituito da un gran numero di celle elementari che si ripetono ripetutamente. Di grande importanza è la distanza tra gli atomi di una cella di un reticolo cristallino o tra piani atomici paralleli che formano una cella elementare. Maggiore è questa distanza, meno resistente è il metallo. La distanza tra loro è misurata in angstrom - 1 A = = 10 -8 cm o in nanometri - 1 A \u0,1d XNUMX nm. Dalla pratica è noto che il ferro è più forte del rame e il rame è più forte dell'alluminio. 2. Cristallizzazione e struttura di metalli e leghe La disposizione degli atomi - il tipo di reticolo cristallino - la proprietà naturale del metallo, la forma dei cristalli e le loro dimensioni dipendono dal processo di transizione del metallo da uno stato liquido a uno solido. Viene chiamato il processo di formazione dei cristalli durante la solidificazione dei metalli cristallizzazione. Durante la cristallizzazione dei metalli, viene rilasciato calore e durante la transizione dei metalli da uno stato solido a uno liquido, il calore viene assorbito. Osservazioni con l'aiuto di separazioni di misurazione della temperatura del processo di diminuzione della temperatura durante il passaggio di un metallo dallo stato liquido allo stato solido, hanno permesso di stabilire una certa regolarità. Innanzitutto, la temperatura scende in modo uniforme. Nel periodo iniziale di formazione dei cristalli, a causa del rilascio di calore latente durante la formazione del reticolo cristallino, il calo di temperatura si interrompe e rimane invariato fino alla completa solidificazione del metallo. Dopo che tutto il metallo si è solidificato, la temperatura ricomincia a scendere. Viene chiamata la temperatura corrispondente ad un'area orizzontale critico. La cristallizzazione dei metalli è simile alla cristallizzazione dei sali e questo processo consiste in due processi elementari che si verificano simultaneamente. Il primo è la formazione di centri di cristallizzazione, o nuclei di cristallo, il secondo è la crescita di cristalli da questi centri. La prima fase - l'aspetto di nuclei di cristalli metallici. La seconda fase - man mano che il metallo si raffredda, sempre più atomi di metallo liquido si uniscono ai nuclei, che si raggruppano in un certo ordine uno vicino all'altro, formando cellule elementari del reticolo cristallino. Questo processo continua fino alla fine della cristallizzazione. Inoltre, i cristalli del metallo solidificato hanno una forma irregolare e molto varia, che si spiega con le condizioni di cristallizzazione. Nel processo di cristallizzazione, il numero di cristalli aumenta - in 1 mm 3 si possono formare oltre 1000 cristalli. Si chiamano cristalli che hanno una forma esterna irregolare cristalliti, o cereali. I metalli puri sono usati relativamente raramente nell'ingegneria meccanica e in altri rami del complesso economico. Più utilizzate sono le leghe costituite da due o più elementi (due metalli, come rame e zinco, oppure un metallo e un non metallo, come ferro e carbonio). Gli elementi in una lega sono chiamati componenti. A seconda della disposizione degli atomi nel reticolo cristallino, si distinguono soluzioni solide sostitutive e soluzioni solide interstiziali. In una soluzione solida sostitutiva, gli atomi del componente solubile sono sostituiti da atomi di solvente, mentre nella soluzione solida interstiziale, gli atomi di solvente si trovano tra gli atomi del componente solubile nei punti più deboli degli elementi del reticolo cristallino. Le leghe, che sono soluzioni solide, hanno proprietà preziose. Sono più duri e più forti dei componenti inclusi in esso. I componenti di alcune leghe durante la cristallizzazione possono entrare in un legame chimico, formando un composto chimico. I composti chimici hanno una durezza molto elevata e una buona resistenza elettrica. 3. Diffusione e trasformazioni prive di diffusione sotto diffusione comprendere il movimento degli atomi in un corpo cristallino a distanze superiori alle distanze interatomiche medie di un dato metallo. Se il movimento degli atomi non è associato a una variazione della concentrazione nei singoli volumi, viene chiamato tale processo autodiffusione. Si chiama diffusione accompagnata da un cambiamento di concentrazione eterodiffusione. Nei casi in cui l'eterodiffusione è accompagnata dalla formazione di nuove fasi, che più spesso si verifica durante le lavorazioni chimiche e tecniche, si parla di diffusione reattiva. Il processo di diffusione si basa su un meccanismo atomico in cui ogni atomo compie passeggiate più o meno casuali. Le trasformazioni di diffusione nei metalli si verificano durante vari trattamenti chimici e termici - cromatura, cementazione, aluting (alluminizzazione), ecc. cromatura fornisce una maggiore resistenza al calore dell'acciaio fino a 800 °C, un'elevata resistenza alla corrosione in ambienti come acqua dolce e marina, acidi acetico e fosforico e resistenza all'erosione a basse e alte temperature. La cromatura di acciai contenenti più dello 0,3-0,4% di carbonio aumenta anche la durezza e la resistenza all'usura. Durante la cromatura, lo strato di diffusione è costituito da una soluzione di cromo in? - ferro e il contenuto di cromo sulla superficie è del 25-50%. In questo processo, nel caso di utilizzo di CrCl 2 avviene la seguente reazione: CrCl 2 + Fe → FeCl 2 +Cr. Durante il trattamento termico dell'acciaio, non diffuso, o allotropico, trasformazioni nel processo di cristallizzazione secondaria. In particolare, a una temperatura di +775°C in acciaio contenente lo 0,6% di carbonio, iniziano le trasformazioni allotropiche, ovvero la separazione della ferrite dall'austenite (una soluzione solida di carbonio (fino al 2,14%)) e altre impurità nel volume di ferro da stiro. Ferrite - una soluzione solida di una piccola quantità di carbonio (fino allo 0,04%) e altre impurità in? - ghiandola - un componente strutturale morbido, plastico e insufficientemente resistente. Poiché la ferrite contiene una quantità trascurabile di carbonio, l'austenite rimanente si arricchirà gradualmente di carbonio man mano che la ferrite precipita. Quando la concentrazione di carbonio nell'austenite rimanente raggiunge lo 0,8%, a una temperatura di +727 ° C, l'acciaio contenente lo 0,6% di carbonio conterrà ferrite e austenite, e a temperature inferiori a +727 ° C - ferrite e perlite e la ferrite-perlite la struttura rimarrà senza modifiche significative anche con un ulteriore raffreddamento dell'acciaio fino a temperatura ambiente. Trasformazioni simili sono caratteristiche di tutti gli acciai ipoeutettoidi (contenenti meno dello 0,8% di carbonio). La differenza sarà solo nelle temperature dell'inizio della precipitazione della ferrite. Inoltre, se l'acciaio contiene lo 0,8% di carbonio, la sua cristallizzazione secondaria procederà a temperatura costante (+727 °C) e sarà accompagnata da un solo processo: la formazione di perlite. Ciò è spiegato dal fatto che in questo caso il contenuto di carbonio nell'acciaio corrisponde alla composizione eutettoidica, una miscela meccanica di cristalli rilasciati contemporaneamente dalla lega liquida. Questo crea una struttura a grana fine della lega. 4. Classificazione delle leghe. Ferro e sue leghe Acciaio e ghisa - materiali di base in ingegneria meccanica. Costituiscono il 95% di tutte le leghe utilizzate nell'ingegneria. Acciaio è una lega di ferro con carbonio e altri elementi contenenti fino al 2,14% di carbonio. carbonio - l'impurità più importante dell'acciaio. La resistenza, la durezza e la duttilità dell'acciaio dipendono dal suo contenuto. Oltre al ferro e al carbonio, l'acciaio contiene silicio, manganese, zolfo e fosforo. Queste impurità entrano nell'acciaio durante il processo di fusione e sono i suoi inevitabili compagni. Ghisa - lega a base di ferro. La differenza tra ghisa e acciaio risiede nel contenuto di carbonio più elevato in esso contenuto - oltre il 2,14%. Le più diffuse sono le ghise contenenti il 3-3,5% di carbonio. La composizione delle ghise include le stesse impurità dell'acciaio, cioè silicio, manganese, zolfo e fosforo. Le ghise, in cui tutto il carbonio è in combinazione chimica con il ferro, sono chiamate bianche (a seconda del tipo di frattura), e le ghise, in cui tutto o la maggior parte del carbonio è grafite, sono chiamate grigie. Nelle ghise bianche c'è sempre un altro componente strutturale: la ledeburite. Questo è un eutettico, cioè una miscela meccanica uniforme di grani di austenite e cementite, ottenuta durante la cristallizzazione, contiene il 4,3% di carbonio. La ledeburite si forma ad una temperatura di +1147 °C. Ferrite - una soluzione solida di una piccola quantità di carbonio (fino allo 0,04%) e altre impurità in? - ferro da stiro. È praticamente ferro puro. Cementite - composto chimico di ferro con carbonio - carburo di ferro. perlite - impasto meccanico uniforme in una lega di ferrite e cementite. Questa miscela ha ricevuto un tale nome perché la sezione durante la sua incisione ha una tonalità madreperla. Poiché la perlite si forma a seguito di processi di cristallizzazione secondari, è chiamata eutettoide. Si forma ad una temperatura di +727 °C. Contiene lo 0,8% di carbonio. La perlite ha due varietà. Se la cementite in essa contenuta è sotto forma di lastre, si dice lamellare, ma se la cementite è sotto forma di granuli, la perlite si chiama granulare. Al microscopio, le lastre di cementite appaiono lucide perché sono molto dure, lucidano bene e si corrodono meno se incise con acidi rispetto alle lastre di ferrite morbida. Se le leghe ferro-carbonio vengono riscaldate a determinate temperature, si verificherà una trasformazione allotropica del ferro α in ferro ν e si forma un componente strutturale, chiamato austenite. austenite è una soluzione solida di carbonio (fino al 2,14%) e altre impurità in ν-ferro. Capacità del carbonio dissolversi nel ferro non è lo stesso a temperature diverse. Ad una temperatura di +727 °C, il ferro ν non può dissolvere più dello 0,8% di carbonio. Alla stessa temperatura, l'austenite si decompone formando perlite. L'austenite è un componente strutturale morbido. È caratterizzato da un'elevata plasticità, non ha proprietà magnetiche. Studiando i componenti strutturali delle leghe ferro-carbonio, è emerso che a temperatura ambiente sono sempre costituiti da due elementi strutturali: ferrite duttile morbida e cementite dura, che rafforza la lega. 5. Diagrammi di stato delle leghe Le leghe possono essere ottenute combinando la maggior parte dei metalli tra loro, nonché con i non metalli. I diagrammi di stato delle leghe forniscono una rappresentazione visiva delle trasformazioni che avvengono nelle leghe a seconda della loro composizione chimica e temperatura. Quando si costruiscono diagrammi dello stato delle leghe, la composizione chimica o la concentrazione della lega in percentuale è indicata sull'asse delle ascisse. Per fare ciò, una linea orizzontale di una certa lunghezza viene divisa in cento parti identiche e ogni divisione viene presa come 1% di uno dei componenti della lega.  Riso. 5. Schema dello stato delle leghe del sistema piombo-antimonio (Pb-Sb). Il punto A corrisponde al piombo puro e il punto B corrisponde all'antimonio puro. La temperatura è indicata sull'asse y su una certa scala. Per costruire un diagramma di stato della lega si costruisce prima una serie di curve di raffreddamento per leghe degli stessi elementi con differenti concentrazioni. Sulla base di queste curve, viene costruito un diagramma. Al primo gruppo appartengono le leghe i cui componenti, durante la solidificazione, formano solo miscele meccaniche. Il diagramma di queste leghe è chiamato condizionatamente diagramma di fase del primo tipo. Il diagramma delle leghe che formano solo soluzioni solide durante la solidificazione è chiamato diagramma di fase del secondo tipo. I più tipici per i diagrammi del primo tipo sono le leghe di piombo con antimonio. Costruzione di un diagramma (di primo tipo) dello stato delle leghe Pb-Sb: 1) curve di raffreddamento di leghe ipoeutettiche; 2) diagramma di stato delle leghe Pb-Sb; 3) curve di raffreddamento di leghe ipereutettiche. Il diagramma è costruito per cinque tipi di leghe piombo-antimonio: 1) 5% di antimonio e 95% di piombo; 2) 10% di antimonio e 90% di piombo; 3) 20% di antimonio e 80% di piombo; 4) 40% di antimonio e 60% di piombo; 5) 80% di antimonio e 20% di piombo. Tutti ne hanno due temperature critiche: sopra e sotto. Lo studio dei processi di cristallizzazione di queste leghe mostra che la temperatura critica superiore corrisponde all'inizio e quella inferiore alla fine della solidificazione della lega. Pertanto, il processo di cristallizzazione delle leghe Pb-Sb differisce nettamente dalla cristallizzazione dei metalli puri. Le leghe cristallizzano nell'intervallo di temperatura e i metalli puri - a una temperatura costante. Viene chiamata la miscela meccanica di cristalli rilasciati contemporaneamente da una lega liquida eutettico (tradotto dal greco - "ben costruito"). Si chiamano leghe di questa concentrazione eutettico. Viene chiamata la linea DIA sul diagramma linea liquida (tradotto dal greco - "liquido"). Al di sopra di questa linea, qualsiasi lega di piombo-antimonio è allo stato liquido. La linea DSVE è stata denominata linea solido (tradotto dal greco - "solido"), o linea eutettica. Il punto C mostra la composizione dell'eutettico. Vengono chiamate leghe situate a sinistra di questo punto ipoeutettico, alla sua destra ipereutettico. Nella struttura delle leghe ipoeutettiche, oltre all'eutettico, c'è sempre una certa quantità di piombo e nelle leghe ipereutettiche, oltre all'eutettico, di antimonio. LEZIONE N. 6. Proprietà meccaniche dei metalli 1. Deformazione e distruzione Carica le chiamate dell'applicazione deformazione. Nel momento iniziale, il carico, se non è accompagnato da cambiamenti di fase (strutturali), provoca solo deformazioni elastiche (reversibili). Al raggiungimento di una certa sollecitazione, la deformazione (parzialmente) diventa irreversibile (deformazione plastica), mentre cambia irreversibilmente anche la struttura del metallo e, di conseguenza, le sue proprietà.La dipendenza della deformazione dalla sollecitazione è rappresentata dal cosiddetto diagramma di tensione. Stress condizionale: σ = P / F0 (kgf/mm2), dove P è la forza; F0 - sezione iniziale, e l'asse delle ascisse - deformazione relativa: ε = ∆l / l, dove Δl è l'incremento di lunghezza, l - lunghezza iniziale. La tangente dell'angolo di inclinazione è diritta: tg α \uXNUMXd σ / ε \uXNUMXd E - il modulo di elasticità normale (in kgf / mm 2) - caratterizza la rigidità del materiale (resistenza alla deformazione elastica), che è determinata dalle forze di interazione interatomica, dipendenti in prima approssimazione dalla temperatura di fusione del metallo. Poiché la lega e il trattamento termico hanno un effetto molto limitato sul punto di fusione, il modulo di elasticità normale può essere considerato una caratteristica strutturalmente insensibile. Per tutti gli acciai E ≈ 2 × 10 4 kgf/mm 2e per le leghe di alluminio E ~ 0,7 × 10 4 kgf/mm 2. La sollecitazione condizionale alla quale viene violata la relazione proporzionale tra ε e σ è il limite elastico (o limite di proporzionalità). Ai fini tecnici (ad eccezione degli elementi elastici), un piccolo scostamento dalla proporzionalità non è considerato significativo, e si ritiene solitamente che la deformazione plastica si verifichi quando la deformazione irreversibile residua εpl. diventa 0,2%. Viene chiamata la tensione condizionale a cui = 0,2%. forza di snervamento (sul diagramma - σ0,2) e caratterizza la resistenza del materiale a piccole deformazioni plastiche. Il vero stress raggiunge il suo valore massimo nel punto Z - alla distruzione finale del campione. Per materiali ad alta resistenza e bassa plasticità σВ > 150 kgf/mm 2, il restringimento relativo ψ (cambiamento nel restringimento) nel punto di rottura (distruzione) è inferiore al 40% e ψ è determinato dalla formula: ψ = (fо -Fх)Fо, где F 0 - sezione del campione prima della distruzione; Fx - sezione al momento della massima deformazione. distruzione può essere di due tipi, che possono essere chiamati "separazione" (rimpetto) e "distruzione" (vacanza). La separazione è tipica per i materiali altamente plastici (solitamente metalli di elevata purezza), la cui deformazione dopo aver raggiunto il punto ? В porta a un restringimento del 100% senza la formazione di una superficie di frattura. In tutti gli altri casi il restringimento raggiunge un certo valore, dopodiché il campione viene distrutto con formazione di superfici di frattura.  Riso. 6. Tipi di campioni strappati: a - separazione; b - distruzione con deformazione plastica preliminare; c - rottura senza deformazione plastica preliminare. Il processo di distruzione è preceduto da: deformazione elastica e deformazione plastica. 2. Proprietà meccaniche dei metalli Proprietà meccaniche i metalli sono determinati dalle seguenti caratteristiche: limite elastico σТ, carico di snervamento σЕ, resistenza alla trazione allungamento relativo σ, restringimento relativo ψ e modulo di elasticità E, resistenza all'urto, limite di resistenza, resistenza all'usura. Durezza, determinato dai più semplici metodi non distruttivi, dipende principalmente dal contenuto di carbonio e dalle condizioni di trattamento termico dell'acciaio. Per una stima approssimativa della forza, può essere utilizzata la seguente relazione: σВ = MP/3. Tutte le parti metalliche delle macchine durante il funzionamento sono esposte a vari carichi esterni, che possono essere eseguiti in modo fluido, graduale (statico) o istantaneamente (dinamicamente). Agendo sulle parti, i carichi esterni cambiano la loro forma, cioè si deformano Viene chiamata la proprietà dei materiali costituiti da metallo e leghe di assumere la loro forma originale dopo la fine dell'azione delle forze esterne elasticità, e viene chiamata la deformazione che scompare dopo la rimozione del carico elastico. Se vengono applicati grandi sforzi su una parte metallica e dopo la fine della loro azione non prende la sua forma originale, ma rimane deformata, allora si chiama tale deformazione plastica. Viene chiamata la capacità dei materiali e delle parti metalliche di deformarsi sotto l'influenza di carichi esterni senza collassare e di mantenere la forma modificata dopo la fine della forza plasticità. Vengono chiamati materiali realizzati con metalli che non sono in grado di deformarsi plastica fragile. Un'importante proprietà dei materiali e delle parti in metallo, insieme all'elasticità e alla plasticità, è forza. Le parti o gli strumenti metallici, a seconda delle condizioni di lavoro, devono avere determinate proprietà meccaniche: resistenza, elasticità, plasticità. Durante il funzionamento a lungo termine, le parti metalliche delle macchine sono soggette a carichi ri-variabili (stiramento - compressione). A sollecitazioni inferiori alla resistenza allo snervamento o al limite elastico, possono improvvisamente cedere. Questo fenomeno si chiama fatica del metallo. Il limite di resistenza (fatica) è lo sforzo massimo che i materiali e le parti metalliche possono sopportare senza rompersi, con un numero sufficientemente elevato di carichi variabili ripetuti (cicli). Per i campioni di acciaio, questa caratteristica è fissata a 10 milioni di cicli, per i metalli non ferrosi - a 100 milioni di cicli. Il limite di resistenza è indicato da una lettera greca? -1 e misurato in Pa. Durante il funzionamento, molte parti della macchina vengono riscaldate a temperature elevate, raggiungendo 1000 °C o più. Per tali parti, una caratteristica importante è resistenza al calore - la capacità dei materiali costituiti da metalli e leghe di mantenere la resistenza richiesta alle alte temperature. Nei metalli e leghe che lavorano a lungo sotto carico ad alte temperature, c'è un fenomeno strisciamento, cioè, continua deformazione plastica sotto l'azione di un carico costante (metallo "striscia"). 3. Metodi per il rinforzo di metalli e leghe La tempra superficiale di metalli e leghe è ampiamente utilizzata in molti settori, in particolare nell'ingegneria moderna. Consente di ottenere un'elevata durezza e resistenza all'usura dello strato superficiale mantenendo un nucleo sufficientemente viscoso, migliora la durata e la resistenza alla fatica. Alcuni metodi di indurimento superficiale sono altamente produttivi. In alcuni casi, vengono utilizzati con grande efficienza al posto dei tradizionali metodi di trattamento termico. Esiste un gran numero di parti le cui proprietà dello strato superficiale del metallo sono soggette a requisiti diversi dalle proprietà degli strati interni. Ad esempio, i denti degli ingranaggi subiscono un forte attrito durante il funzionamento, quindi devono avere un'elevata durezza, ma avere una bassa durezza e una buona tenacità in modo che i denti non collassino a causa di urti e impatti. Pertanto, i denti dell'ingranaggio devono essere duri sulla superficie e viscosi nel nucleo. Il modo più comune per indurire lo strato superficiale di metalli e leghe è indurimento superficiale, in cui solo una parte dello strato superficiale delle parti acquisisce un'elevata durezza. Il resto non è indurito e conserva la struttura e le proprietà che erano prima dell'indurimento. Attualmente, è più ampiamente utilizzato l'indurimento superficiale con riscaldamento a induzione mediante correnti ad alta frequenza. Questo metodo progressivo di trattamento termico ad alte prestazioni fornisce un aumento delle proprietà meccaniche dell'acciaio, inclusi carico di snervamento, fatica e durezza, elimina la possibilità di decarburazione, riduce il rischio di ossidazione della superficie dei prodotti e la loro deformazione. Particolari di forma complessa, seghe a nastro, utensili da taglio (frese, trapani), leve, assi sono sottoposti a tempra superficiale a impulsi. Per fare ciò, la parte indurita della parte viene riscaldata a una temperatura superiore alla temperatura del riscaldamento convenzionale di questo materiale per l'indurimento e quindi raffreddata a una velocità elevata grazie alla rimozione del calore dal resto della massa della parte senza l'uso del raffreddamento media. Come risultato della tempra a impulsi, si ottiene uno strato "bianco" indurito, che è stabile se rinvenuto fino a una temperatura di 450 ° C, ha una struttura a grana fine, un'elevata durezza e resistenza all'usura. CONFERENZA N. 7. Leghe ferro-carbonio 1. Schema di ferro-cementite Il diagramma ferro-cementite copre lo stato delle leghe ferro-carbonio, che contengono fino al 6,67% di carbonio.  Riso. 7. Diagramma dello stato delle leghe ferro-carbonio (linee continue - sistema Fe-Fe 3 C; tratteggiato - sistema Fe-C) acciai al carbonio - si tratta di leghe di ferro contenenti fino al 2,14% di carbonio. Gli acciai contenenti fino allo 0,8% di carbonio sono chiamati ipoeutettoidi, 0,8% di carbonio - eu-tettoide, da 0,8 a 2,14% - ipereutettoide. Ghise bianche - si tratta di leghe di ferro contenenti dal 2,14 al 6,67% di carbonio. Con un contenuto dal 2,14 al 4,3% di carbonio, le ghise bianche sono chiamate ipoeutettiche, con il 4,3-6,67% - ipereutettiche. Il diagramma ferro-cementite mostra lo stato di questa lega durante la cristallizzazione primaria e secondaria. Questi processi sono caratterizzati dalle curve ASV e AECF. Curva DIA - linea liquidus - visualizza le temperature alle quali inizia la solidificazione delle leghe ferro-carbonio. Curva AECF - linea solido - corrisponde alle temperature alle quali termina il processo di cristallizzazione. La linea AE si riferisce agli acciai e la linea ACF alle ghise bianche. Il punto A caratterizza il punto di fusione del ferro puro - +1539 °C, e il punto B - il punto di fusione della cementite - +1600 °C. Il punto E corrisponde alla massima quantità di carbonio che può essere disciolta nell'austenite ad alte temperature. Il punto C indica la composizione dell'eutettico, corrisponde al contenuto del 4,3% di carbonio nella lega. La temperatura di formazione eutettica è di +1147 °C. Viene chiamata la linea ECF eutettico, poiché in qualsiasi punto si forma un eutettico (ledeburite) Sulla linea CF (ghise ipereutettiche) la componente in eccesso rispetto all'eutettico, cioè la cementite, verrà liberata dalla lega liquida. Poiché la cementite si forma durante la cristallizzazione primaria, viene chiamata primaria. Un eutettico sorge sulla linea CF - ledeburite. Di conseguenza, a seguito della cristallizzazione primaria, le ghise ipereutettiche saranno costituite da cementite primaria e ledeburite. Viene richiamata la linea ECF (+1147 °C). eutettico, poiché su di essa si verifica la formazione di una miscela meccanica di austenite e cementite - ledeburite. La ledeburite ha una composizione eutettica, pertanto la sua cristallizzazione procede ad una temperatura costante di +1147 °C. Per effetto della cristallizzazione primaria, l'acciaio acquisisce una struttura austenitica caratterizzata da buona duttilità e tenacità. Pertanto, tale acciaio si presta bene al trattamento a pressione ad alte temperature. Le ghise bianche contengono ledeburite fragile e dura, che esclude la possibilità di trattamento a pressione anche ad alte temperature. La linea PSK sul diagramma caratterizza la temperatura. in cui i processi di cristallizzazione secondaria sono completati. Per gli acciai rappresentati nel diagramma tale temperatura è di +727 °C. A temperature inferiori a +727 °C non si osservano trasformazioni significative negli acciai; la struttura ottenuta a +727 °C viene mantenuta per ulteriore raffreddamento della lega (fino a temperatura ambiente). Viene chiamata la linea PSK eutettoide. Il punto S del diagramma corrisponde alla composizione dell'eutettoide - perlite. 2. Acciai: classificazione, acciai automatici Gli acciai servono come base materiale per l'ingegneria meccanica, l'edilizia e altre industrie. Gli acciai sono la principale materia prima per la produzione di lamiere e profilati. Per metodo di produzione gli acciai si dividono in Bessemer, converter (con spurgo di ossigeno), open-hearth, acciaio elettrico, crogiolo e acciaio ottenuto per riduzione diretta da minerale arricchito (pellets); per composizione chimica - per carbonio e leghe; su appuntamento - su strutture, utensili, automatiche e acciai con proprietà speciali. Gli acciai contengono sempre varie impurità. Minori sono le impurità nocive, maggiore è la qualità dell'acciaio. A seconda della qualità, si distinguono gli acciai qualità ordinaria, alta qualità, alta qualità e altissima qualità. Gli acciai al carbonio di qualità ordinaria sono tra i più economici e ampiamente utilizzati. A seconda dello scopo, gli acciai al carbonio di qualità ordinaria sono divisi in tre gruppi: A - fornito da proprietà meccaniche, B - fornito da composizione chimica e C - fornito da proprietà meccaniche e composizione chimica. A seconda degli indicatori normalizzati (caratteristiche di resistenza, composizione chimica), l'acciaio di ciascun gruppo è suddiviso in categorie: gruppo A - 1, 2 e 3; gruppo B - 1, 2°; gruppo B - 1, 2, 3, 4, 5, 6. Il gruppo A comprende acciaio delle seguenti qualità: St 0, St 1 kp, St 1 ps, ecc. fino a ST aux. Le lettere "St" significano "acciaio", i numeri da 0 a 6 - il numero condizionale del marchio, che caratterizza le proprietà meccaniche dell'acciaio. Con un aumento del numero di grado, la resistenza ultima σ aumentaВ e carico di snervamento σТ e l'allungamento relativo diminuisce. Per indicare il grado di disossidazione, gli indici vengono inseriti dopo il numero del marchio: kp - bollente, ps - semi-calmo, cn - calmo (ad esempio St 3 kp, St 3 ps, St 3 cn). Il gruppo B comprende gli acciai delle seguenti qualità: Bst 0, Bst 1 kp, ecc. fino a Bst 6 kp. L'acciaio del gruppo B ha due categorie. La prima categoria comprende acciai di tutti i gradi contenenti i seguenti elementi chimici: carbonio, manganese, silicio, fosforo, zolfo, arsenico, azoto. La seconda categoria comprende gradi di acciaio da BST 1 a BST 6, che includono cromo, nichel e rame. Il gruppo B comprende i gradi di acciaio VST 1, VST 2, VST 3, VST 4 e VST 5. Gli indici ps, sp e kp aggiunti alla qualità indicano il grado di disossidazione dell'acciaio, ad esempio: VST 3 sp, VST 3 gps, ecc. La lettera "g" dopo il numero indica un aumento del contenuto di manganese. Per le macchine utensili automatizzate per il taglio dei metalli, l'industria metallurgica produce acciai speciali a taglio libero in grado di formare trucioli fragili, facilmente discendenti e facilmente asportabili. È un acciaio di maggiore ed elevata lavorabilità. L'elevata lavorabilità di tali acciai si ottiene aumentando il contenuto di zolfo e fosforo (fino allo 0,35%), nonché introducendo piombo (fino allo 0,35%). Gli acciai automatici sono utilizzati nella produzione su larga scala e di massa. Da loro vengono ricavate parti non critiche per auto e trattori (fissaggi, assali, boccole, ecc.). 3. Ghise: bianche, grigie, ad alta resistenza, malleabili Ghisa - il prodotto principale della lavorazione dei minerali di ferro mediante fusione negli altiforni. Nella struttura delle ghise possono esserci diversi componenti, a seconda di quale parte del carbonio si trova in uno stato strutturalmente libero. Questo determina anche il nome della ghisa: bianca, grigia, ad alta resistenza, malleabile. La ghisa è il materiale di fusione ferro-carbonio più comune contenente oltre il 2% di carbonio, fino al 4,5% di silicio, fino all'1,5% di manganese, fino all'1,8% di fosforo e fino allo 0,08% di zolfo. La ghisa ha elevate proprietà di colata, quindi è ampiamente utilizzata nella produzione di fonderia come materiale strutturale. I cuscinetti radenti sono realizzati in ghisa, che ha un basso coefficiente di attrito. ghisa bianca è una lega di ferro con carbonio sotto forma di carburo di ferro Fe 3 C, cioè il carbonio è in uno stato legato sotto forma di un composto chimico: la cementite. Il contenuto di carbonio nella ghisa bianca varia dal 2,14 al 6,67% e la struttura primaria delle ghise bianche può contenere ledeburite, austenite e cementite primaria. Inoltre, la microstruttura delle ghise ipoeutettiche bianche comprende perlite, cementite secondaria e ledeburite a temperatura ambiente. Con un contenuto di carbonio dal 2,14 al 4,3%, le ghise bianche sono chiamate ipoeutettiche, al 4,3% - eutettiche e al 4,3-6,67% - ipereutettiche. ghisa grigia ampiamente utilizzato nell'ingegneria meccanica. Prende il nome dal colore grigio della frattura, dovuto alla presenza di carbonio libero sotto forma di grafite nella struttura in ghisa. L'industria metallurgica produce undici gradi di ghisa grigia: SCh 10 - da essa vengono ricavate parti per le quali la caratteristica di resistenza non è obbligatoria - valvole di intercettazione (valvole, valvole, saracinesche), pentole, coperchi e così via; SCH 15, SCH 18 - da essi sono ricavate leve, pulegge, flange, ruote dentate, parti del corpo leggermente caricate. Ferro duttile ottenuto introducendo magnesio - fino allo 0,9% e cerio - fino allo 0,05% nella ghisa grigia liquida prima della colata negli stampi. Il ferro duttile ha un contenuto di carbonio e silicio più elevato e un contenuto di manganese inferiore. Questa ghisa combina le preziose proprietà dell'acciaio e della ghisa. La designazione dei loro gradi include due numeri: il primo indica la resistenza alla trazione, il secondo l'allungamento relativo. In totale vengono prodotti dieci gradi di ghisa ad alta resistenza. Ad esempio: HF 38-17, HF 42-12, HF 45-5, HF 50-7, HF 100-2, HF 120-2. La ghisa sferoidale viene utilizzata per realizzare molte parti, comprese parti sagomate, corpi macchina e basi, manicotti, cilindri, ingranaggi, ecc. Rilascio di 11 gradi di ghisa sferoidale ed è contrassegnato secondo lo stesso principio dell'alta resistenza. Le ghise malleabili possono avere una base metallica ferritica, perlitica e ferritil-perlitica. Le ghise ferritiche KCh 35-10 e KCh 37-12 sono utilizzate per la produzione di parti soggette a carichi dinamici e statici elevati - basamenti, riduttori, mozzi, ecc., e gradi di ghisa KCh 30-6 e KCh 33-8 - per la produzione di parti meno critiche: morsetti, dadi, valvole, blocchi, ecc. LEZIONE N. 8. Metodi di lavorazione dei metalli 1. Influenza dei componenti di lega su trasformazioni, struttura, proprietà degli acciai I componenti o gli elementi di lega introdotti nell'acciaio, a seconda della loro interazione con il carbonio nelle leghe ferro-carbonio, sono suddivisi in formanti carburo e non formanti carburo. I primi includono tutti gli elementi situati nel sistema periodico di elementi a sinistra del ferro: manganese, cromo, molibdeno, ecc. A destra del ferro ci sono elementi che non formano carburi: cobalto, nichel, ecc. Il primo, così come il secondo, elementi leganti si dissolvono nel ferro α o ν, tuttavia, il contenuto di elementi formanti carburo in queste fasi del ferro è inferiore a quello introdotto nell'acciaio, poiché una certa quantità di essi si lega a carbonio. In questo caso, la dissoluzione degli elementi di lega nelle fasi α e ν porta a un cambiamento nel periodo del reticolo cristallino. Gli elementi con un raggio atomico elevato lo aumentano (W, Mo, ecc.) E con uno più piccolo (Si) lo riducono. Quando le dimensioni atomiche sono vicine (Mn, Ni, Cr), i periodi del reticolo cristallino cambiano leggermente. Gli studi dimostrano che la forza della ferrite varia in proporzione al suo periodo reticolare. I carburi negli acciai legati sono soluzioni solide a base di uno o di un altro composto: Fe 3 C, Fe 3 Mo 3 C, Fe 3 W 3 C, ecc. Negli acciai legati si distinguono due gruppi di carburi: gruppo I - M 3 CM 23 C 6, M 7 C 3 e M 6 C e gruppo II - MC, M 2 C (M - componente legante - elemento). I carburi del gruppo I hanno un reticolo cristallino complesso e, con un appropriato riscaldamento, sono abbastanza ben solubili in austenite. I carburi del gruppo II hanno un semplice reticolo cristallino, ma si dissolvono solo parzialmente nell'austenite e ad una temperatura molto elevata. Gli elementi non formatori di carburo (legati) sono contenuti negli acciai legati sotto forma di una soluzione solida in ferrite. Gli elementi in lega che formano carburo possono trovarsi in vari stati strutturali: possono essere disciolti in ferrite o cementite (FeCr) 3 C o esistono sotto forma di componenti strutturali indipendenti - carburi speciali: WC, MoC, ecc. La posizione degli elementi che formano il carburo nella struttura in acciaio dipende dalla quantità di elementi di lega introdotti e dal contenuto di carbonio. Gli elementi leganti disciolti nella ferrite distorcono il suo reticolo cristallino; ridurre la conduttività termica ed elettrica dell'acciaio. I carburi degli elementi di lega sono caratterizzati da durezza molto elevata (70-75 HRC) e resistenza all'usura, ma presentano una notevole fragilità. Svolgono un ruolo molto importante nella produzione di acciai per utensili. Come hanno dimostrato gli studi, una certa quantità di elementi di lega deve corrispondere ad una specifica sezione dell'acciaio, altrimenti le sue proprietà tecnologiche come taglio, saldabilità, ecc.. La temperatura di fragilità è la temperatura di transizione di un metallo da frattura duttile a frattura fragile, e viceversa). 2. Teoria del trattamento termico Il compito del trattamento termico è quello di provocare un cambiamento irreversibile delle proprietà dovuto a un cambiamento irreversibile della struttura mediante riscaldamento e raffreddamento. Qualsiasi tipo di trattamento termico è solitamente rappresentato in coordinate temperatura-tempo. In realtà il trattamento termico non prevede altri impatti, ad eccezione della temperatura. Durante il trattamento termico dell'acciaio si verificano le seguenti principali trasformazioni: 1) la trasformazione della perlite in austenite, che avviene quando riscaldata al di sopra del punto Ac1 : Fe + Fe3 C → Fev (C) o P - A;  Riso. 8. Programma di trattamento termico: τн - tempo di riscaldamento, τв - tempo di esposizione, τ0 - tempo di raffreddamento; t max - Temperatura massima; tOriente è la vera velocità di raffreddamento a una data temperatura, v = t max - velocità di raffreddamento media 2) la trasformazione dell'austenite in perlite, che avviene durante il lento raffreddamento da? - le zone: Fev(C) → Fea(C) + Fe 3 C o A → P; 3) la trasformazione dell'austenite in martensite, che avviene durante il rapido raffreddamento da? - le zone: Fev (C) → Fea (C) o A → M; 4) trasformazione della martensite durante il riscaldamento (rinvenimento): Fea (C) → Fea + Fea3 C o M → P. La descrizione delle trasformazioni strutturali che avvengono nell'acciaio durante il trattamento termico è allo stesso tempo una teoria del trattamento termico. La trasformazione della perlite in austenite è un passaggio necessario in molti trattamenti termici. 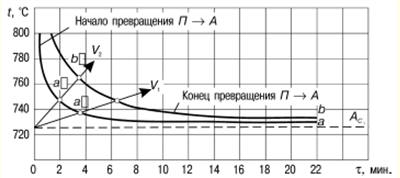 Riso. 9. Schema della trasformazione isotermica della perlite (P) in austenite Acciaio con un contenuto di carbonio (A) dello 0,8%. La trasformazione della perlite in austenite si realizza quando riscaldata al di sopra del valore Ac 1, e accelera continuamente all'aumentare della temperatura. Con riscaldamento continuo a velocità diverse, i raggi v1 e v2 le trasformazioni iniziano nel punto a' (a') e terminano nel punto b' (b'), che è tanto maggiore quanto maggiore è la velocità di riscaldamento. A questo proposito, più veloce è il riscaldamento, maggiore deve essere la temperatura di riscaldamento dell'acciaio per provocare la completa trasformazione della perlite in austenite, compresa la completa dissoluzione dei carburi e l'omogeneizzazione dell'austenite. Nell'intervallo tra i punti a'b' (a "b"), la trasformazione procede a velocità diverse, ma approssimativamente a metà dell'intervallo, la trasformazione procede con un forte assorbimento di calore così rapidamente che si forma una piattaforma sul riscaldamento Questa è solitamente la temperatura di trasformazione Ac determinata sperimentalmente1. Con la struttura iniziale della perlite, la formazione di austenite proviene da molti centri e, subito dopo il completamento della trasformazione della perlite in austenite, si forma austenite a grana fine. Un ulteriore riscaldamento porta alla crescita dei grani di austenite, che viene effettuata secondo uno dei seguenti meccanismi: fondendo grani piccoli in grani grandi, per migrazione dei bordi dei grani. Il processo di coalescenza avviene a una temperatura inferiore (da +900 a +1000 °C) rispetto alla migrazione (> +1100 °C), ma porta alla formazione di singoli grani più grandi, cioè disequigranularità. Durante il trattamento termico, le proprietà meccaniche dell'acciaio possono variare in un intervallo molto ampio. Quindi, ad esempio, la durezza dell'acciaio contenente lo 0,8% di carbonio, dopo tale trattamento, aumenta a 160-600 MV. 3. Schema della trasformazione isotermica dell'austenite Sulla fig. 10 mostra un diagramma della trasformazione isotermica dell'austenite in acciaio contenente lo 0,8% di carbonio. La temperatura è tracciata lungo l'asse y. L'ascissa è il tempo.  Riso. 10. Diagramma della trasformazione isotermica dell'austenite in acciaio contenente lo 0,8% di carbonio Per studiare la trasformazione isotermica dell'austenite, piccoli campioni di acciaio vengono riscaldati a temperature corrispondenti all'esistenza di austenite stabile, cioè al di sopra del punto critico, e quindi raffreddati rapidamente, ad esempio, a +700, +600, +500, +400, +300°C, ecc. d., e mantenuto a queste temperature fino alla completa decomposizione dell'austenite. La trasformazione isotermica dell'austenite in acciaio eutettoidico avviene nell'intervallo di temperatura da +727 a +250 °C (temperatura di inizio trasformazione martensitica - Mn). Ci sono due curve a forma di C sul diagramma. La curva I indica l'ora dell'inizio della trasformazione, la curva II - l'ora della fine della trasformazione dell'austenite sottoraffreddata. Il periodo prima dell'inizio della decomposizione dell'austenite è chiamato incubazione. A +700 °C la trasformazione dell'austenite inizia nel punto a e termina nel punto b, con conseguente formazione di perlite. Ad una temperatura di +650 °C, la decomposizione dell'austenite avviene tra i punti a1 e B1 . In questo caso si forma la sorbite, una miscela meccanica sottile (dispersa) di ferrite e cementite. L'acciaio dominato dalla struttura del sorbitolo ha una durezza di 30-40 HRC. Questo acciaio ha un'elevata resistenza e duttilità. La stabilità dell'austenite dipende in gran parte dal grado di sottoraffreddamento. L'austenite ha la minima stabilità a temperature vicine a +550 °C. Per l'acciaio eutettoidico, il tempo di stabilità dell'austenite a temperature da + 550 a + 560 ° C è di circa 1 s. Man mano che ci allontaniamo dalla temperatura di +550 °C, la stabilità dell'austenite aumenta. Il tempo di stabilità a +700 °C è di 10 s, a +300 °C è di circa 1 min. Quando l'acciaio viene raffreddato a +550 °C (punto iniziale e finale della decomposizione - a2 e B2 rispettivamente - nel diagramma) l'austenite si trasforma in troostite - una miscela di ferrite e cementite, che differisce da perlite e sorbite per un alto grado di dispersione dei componenti e ha una maggiore durezza (40-50 HRC), resistenza, moderata viscosità e plasticità . Al di sotto della temperatura di +550 °C, per effetto della trasformazione intermedia dell'austenite (nell'intervallo di temperatura situato al di sotto della perlite, ma al di sopra della trasformazione della martensite), si forma una struttura bainitica, costituita da una miscela di ferrite satura di carbonio e carburi (cementite). Dopo un lento raffreddamento, l'austenite si trasforma in perlite e, ad un'elevata velocità di raffreddamento, l'austenite sottoraffreddata si trasforma completamente in sorbite. A velocità di raffreddamento ancora più elevate si forma una nuova struttura: la troostite. Alle velocità di raffreddamento più elevate si forma solo martensite, cioè una soluzione solida sovrasatura di carbonio in? - ferro. La velocità di raffreddamento alla quale si forma solo martensite dall'austenite è chiamata velocità di tempra critica. L'austenite, che viene trattenuta nella struttura in acciaio a temperatura ambiente insieme alla martensite, è chiamata residua. Gli acciai altolegati temprati contengono austenite residua in grandi quantità, mentre gli acciai a basso tenore di carbonio ne hanno quasi zero. 4. Tipi e varietà di trattamenti termici: ricottura, tempra, rinvenimento, normalizzazione Il trattamento termico di metalli e leghe, nonché dei prodotti che ne derivano, viene utilizzato per causare un cambiamento irreversibile delle proprietà a causa di un cambiamento irreversibile della struttura. Trattamento termico è suddiviso nelle seguenti tipologie: proprio termico, chimico-termico и deformazione-termica. In realtà il trattamento termico non prevede nessun altro impatto, ad eccezione della temperatura. Se durante il riscaldamento la composizione del metallo (lega) - i suoi strati superficiali - cambia a causa dell'interazione con l'ambiente, viene chiamato tale trattamento termico chimico-termico (CTO), e se, insieme all'effetto della temperatura, si produce anche una deformazione, che contribuisce in modo corrispondente al cambiamento della struttura, allora tale trattamento termico è chiamato deformazione-termica. A sua volta, il trattamento termico di deformazione è suddiviso in termomeccanico (TMT), meccanotermico (MTO), ecc. Diversi tipi di deformazione-trattamento termico sono suddivisi in base alla natura delle trasformazioni di fase e al metodo di deformazione. Attualmente il trattamento termico si divide in: ricottura di prima e seconda specie, tempra con trasformazione polimorfica e tempra senza trasformazione polimorfica, rinvenimento e normalizzazione. ricottura in generale, è un processo di trattamento termico in cui il metallo viene prima riscaldato a una certa temperatura, mantenuto a questa temperatura per un tempo specificato e quindi raffreddato lentamente, il più delle volte insieme a un forno. La ricottura del primo tipo è il riscaldamento di un metallo che presenta uno stato instabile a seguito di un precedente trattamento (diverso dalla tempra), che porta il metallo ad uno stato più stabile. Principali sottotipi: ricottura di omogeneizzazione, ricottura di ricristallizzazione, ricottura di distensione. Ricottura del secondo tipo: riscaldamento al di sopra della temperatura di trasformazione, seguito da un raffreddamento lento per ottenere uno stato strutturale stabile della lega. Indurimento con trasformazione polimorfica - riscaldamento al di sopra della temperatura della trasformazione polimorfica, seguito da un raffreddamento sufficientemente rapido per ottenere uno stato strutturalmente instabile. Indurimento senza trasformazione polimorfica - riscaldamento a temperature che causano cambiamenti strutturali (il più delle volte per dissolvere la fase in eccesso) seguito da rapido raffreddamento per ottenere uno stato strutturalmente instabile - una soluzione solida sovrasatura. Vacanza chiamato processo di trattamento termico in cui l'acciaio temprato viene riscaldato al di sotto del punto critico Ac1, stagionato per un certo tempo, e poi raffreddato. Normalizzazione - uno dei tipi di trattamento termico Durante la normalizzazione, l'acciaio viene riscaldato a temperature di 30-50°C superiori alle temperature critiche superiori, quindi mantenuto per il tempo richiesto, e quindi raffreddato in aria ferma per ottenere una struttura perlite a lamelle sottile. La normalizzazione differisce dalla ricottura per un raffreddamento più rapido. 5. Indurimento superficiale superficiale viene chiamato tale indurimento, in cui solo una parte dello strato superficiale di acciaio o lega acquisisce un'elevata durezza. Si differenzia da altri metodi di indurimento mediante riscaldamento. Con questo trattamento, solo lo strato superficiale del prodotto viene riscaldato alla temperatura di indurimento. Inoltre, durante il raffreddamento rapido, solo questo strato subisce la tempra. Il resto non è indurito e conserva la struttura e le proprietà che erano prima dell'indurimento. Attualmente, è più ampiamente utilizzato l'indurimento superficiale con riscaldamento a induzione mediante correnti ad alta frequenza. Questo metodo di trattamento termico crea i presupposti per la meccanizzazione completa e l'automazione del processo di tempra. Il riscaldamento a induzione del metallo si ottiene inducendo correnti parassite, che si concentrano nello strato superficiale del prodotto e lo riscaldano fino a una certa profondità. La durata del riscaldamento mediante correnti ad alta frequenza è molto breve: viene calcolata in secondi. Durante l'indurimento di piccoli prodotti si produce il riscaldamento e il raffreddamento dell'intera superficie. L'indurimento di prodotti di notevole lunghezza viene effettuato mediante riscaldamento sequenziale continuo. L'acqua viene utilizzata per il raffreddamento. Per l'indurimento superficiale di prodotti di grandi dimensioni nella produzione singola e su piccola scala, nonché durante i lavori di riparazione, viene utilizzato il riscaldamento con una fiamma, il più delle volte con ossiacetilene, la cui temperatura è di +3150 ° C. Con questo metodo di indurimento, lo spessore dello strato indurito è di 2-5 mm, la sua durezza è la stessa dell'indurimento convenzionale. Nella produzione su larga scala e in serie con un processo tecnologico costante, quando gli stessi prodotti sono realizzati per lungo tempo con acciaio di determinati gradi, ad esempio ruote motrici di trattori a cingoli, l'indurimento superficiale viene utilizzato in un elettrolita - 14-16% soluzione acquosa di carbonato di sodio. Il prodotto da indurire viene collegato al polo negativo del generatore DC e calato nel bagno elettrolitico. Il prodotto immerso ad una profondità predeterminata si riscalda in pochi secondi, dopodiché la corrente viene tolta. Di norma, lo stesso elettrolita è anche il mezzo di raffreddamento. Quando riscaldato nell'elettrolita, si verificano processi elettrolitici ed elettroerosivi che puliscono la superficie riscaldata dei prodotti dai film di ossido che compromettono il trasferimento di calore. La velocità di riscaldamento nell'elettrolita è fino a + 150 °C/s. Esiste anche un metodo per l'indurimento della superficie a impulsi. Con esso vengono utilizzati generatori ad alta frequenza che funzionano in modalità pulsata, condensatori, apparecchiature per saldatura a punti o installazioni laser. Tale indurimento consente di eliminare deformazioni, crepe, aumentare la resistenza alla corrosione delle parti e in alcuni casi sostituire l'acciaio legato con l'acciaio al carbonio. Oltre ai suddetti metodi di indurimento superficiale, viene utilizzato l'indurimento superficiale in un mezzo fluidizzato. Il mezzo fluidizzato (letto "fluidizzato") è costituito da particelle solide di sabbia di quarzo o altro materiale sfuso, intensamente miscelate con flusso di aria o gas. Lo stesso mezzo viene utilizzato per il raffreddamento. 6. Trattamenti chimico-termici: cementazione, nitrocarburazione Per modificare la composizione chimica, la struttura e le proprietà dello strato superficiale delle parti, il loro trattamento termico viene effettuato in un mezzo chimicamente attivo, chiamato trattamento chimico-termico. Con esso si verificano i seguenti processi: la disintegrazione delle molecole e la formazione di atomi di un elemento diffondente (dissociazione), l'assorbimento di atomi da parte della superficie (adsorbimento) e la penetrazione di atomi in profondità nel metallo (diffusione). Cementazione - saturazione della diffusione strato superficiale della parte con carbonio. Dopo la cementazione, viene eseguito il trattamento termico: indurimento e bassa tempra. Tali parti devono avere una superficie dura indurita che sia ben resistente all'abrasione e un nucleo duttile in grado di sopportare carichi dinamici.Le parti in acciaio contenenti fino allo 0,3% di carbonio sono soggette a indurimento. La superficie delle parti è satura di carbonio nell'intervallo dallo 0,8 all'1% di carburazione, effettuata in mezzi solidi, liquidi e gassosi. In particolare, una miscela di carbone (60-90%) e sali di carbonato di bario (BaCO3) e sodio (NaCO3). Quando riscaldato, il carbonio nel carbone si combina con l'ossigeno nell'aria per formare monossido di carbonio (CO), che si decompone per formare carbonio atomico che si diffonde nella parte: 2COCO2 C +atomico. Con l'aumento della temperatura e del tempo di tenuta, lo spessore dello strato cementato aumenta, la sua profondità raggiunge 0,5-2 mm per ogni 0,1 mm dello spessore dello strato, l'esposizione è richiesta per circa 1 ora Nella produzione di massa e su larga scala, buona i risultati sono ottenuti mediante cementazione a gas in appositi forni a chiusura ermetica. Rispetto alla cementazione in un carburatore solido, la cementazione a gas consente di aumentare la velocità del processo, aumentare la produttività dell'attrezzatura e la produttività del lavoro. Dopo la cementazione, le parti vengono sottoposte a trattamento termico per garantire un'elevata durezza superficiale, una corretta struttura del surriscaldamento ed eliminare la rete di carburo nello strato cementato. L'indurimento avviene ad una temperatura di +780-850 °C, seguito da un rinvenimento a +150-200 °C. Nitrocarburazione chiamato il processo di trattamento chimico-termico, in cui vi è una simultanea saturazione degli strati superficiali dei prodotti in acciaio con carbonio e azoto in un ambiente gassoso. Dopo la carbonitrurazione, le parti vengono indurite e quindi sottoposte a basso rinvenimento ad una temperatura da +160 a +180 °C. La durezza dello strato superficiale indurito e nitrocarburato è di 60-62 HRC. La nitrocarburazione combina i processi di carburazione a gas e azoto itinerante. La miscela di gas comprende endogas, fino al 13% di gas naturale e fino all'8% di ammoniaca. Il carburatore liquido - trietanolammina - viene introdotto nello spazio di lavoro del forno ad albero sotto forma di gocce. Per gli acciai legati, il processo di nitrocarburazione viene eseguito in un'atmosfera con una quantità minima di ammoniaca - fino al 3%. 7. Trattamenti chimico-termici: nitrurazione, nitrurazione ionica Trattamento chimico-termico - la nitrurazione viene utilizzata per aumentare la durezza superficiale di varie parti: ingranaggi, manicotti, alberi, ecc. Nitrurazione - l'ultima operazione nel processo tecnologico di fabbricazione delle parti. Prima della nitrurazione si effettuano trattamenti termici e meccanici completi ed anche smerigliatura; dopo la nitrurazione è consentita solo la finitura con asportazione di truciolo fino a 0,02 mm per lato. Nitrurazione chiamato trattamento chimico-termico, in cui avviene la saturazione per diffusione dello strato superficiale con azoto. Come risultato della nitrurazione si ottengono: elevata durezza dello strato superficiale (fino a 72 HRC), elevata resistenza alla fatica, resistenza al calore, deformazione minima, elevata resistenza all'usura e alla corrosione. La nitrurazione viene effettuata a temperature da +500 a +520 ° C per 8-9 ore La profondità dello strato nitrurato è di 0,1-0,8 mm. Al termine del processo di nitrurazione, le parti vengono raffreddate a + 200-300 ° C insieme al forno in un flusso di ammoniaca, quindi all'aria. Lo strato superficiale non è suscettibile all'incisione. Più profondo di quanto non sia una struttura simile alla sorbite. Il processo di nitrurazione liquida nei sali di cianuro fuso è ampiamente utilizzato nell'industria. Lo spessore dello strato nitrurato è di 0,15-0,5 mm. Lo strato nitrurato non è soggetto a fratture fragili. La durezza dello strato nitrurato di acciai al carbonio - fino a 350 HV, legati - fino a 1100 HV. Gli svantaggi del processo sono la tossicità e l'alto costo dei sali di cianuro. In numerosi settori viene utilizzata la nitrurazione ionica, che presenta numerosi vantaggi rispetto alla nitrurazione gassosa e liquida. La nitrurazione ionica viene eseguita in un contenitore sigillato in cui viene creata un'atmosfera contenente azoto rarefatto. A tale scopo vengono utilizzati azoto puro, ammoniaca o una miscela di azoto e idrogeno. Le parti poste all'interno del contenitore sono collegate al polo negativo di una sorgente di forza elettromotrice costante e fungono da catodo. L'anodo è il corpo del contenitore. Un'alta tensione (500-1000 V) viene attivata tra l'anodo e il catodo: si verifica la ionizzazione del gas. I risultanti ioni di azoto caricati positivamente si precipitano verso il polo negativo, il catodo. Vicino al catodo si crea un'elevata intensità di campo elettrico. L'elevata energia cinetica posseduta dagli ioni di azoto si trasforma in energia termica. La parte in breve tempo (15-30 minuti) viene riscaldata da +470 a +580 °C, l'azoto si diffonde in profondità nel metallo, cioè nitrurazione. Rispetto alla nitrurazione nei forni, la nitrurazione ionica consente di ridurre di 2-3 volte la durata totale del processo, per ridurre la deformazione dei pezzi dovuta al riscaldamento uniforme. La nitrurazione ionica di acciai e leghe resistenti alla corrosione si ottiene senza ulteriore trattamento di depassivazione. Lo spessore dello strato nitrurato è di 1 mm o più, la durezza superficiale è di 500-1500 HV. La nitrurazione ionica viene applicata a parti di pompe, iniettori, viti di comando di macchine utensili, alberi e molto altro. LEZIONE N. 9. Classificazione degli acciai e loro scopo 1. Acciai strutturali al carbonio e legati: scopo, trattamento termico, proprietà Gli acciai strutturali al carbonio di alta qualità vengono utilizzati per produrre prodotti laminati, fucinati, acciaio calibrato, acciaio argentato, acciaio profilato, pezzi stampati e lingotti. Questi acciai sono il materiale principale per la fabbricazione di parti di macchine come alberi, mandrini, viti, dadi, fermi, aste, cilindri idraulici, ruote dentate per catene, ovvero parti con vari gradi di carico. Vengono eseguiti vari tipi speciali di trattamento termico degli acciai al carbonio al fine di fornire i necessari parametri di viscosità, elasticità e durezza. In definitiva, il trattamento termico di questi acciai e parti porta ad un aumento della loro resistenza all'usura e affidabilità. Gli acciai strutturali al carbonio di alta qualità hanno proprietà meccaniche più elevate rispetto agli acciai di qualità ordinaria, a causa del minor contenuto di fosforo, zolfo e altre inclusioni non metalliche in essi contenuti. In base alle tipologie di lavorazione, gli acciai strutturali al carbonio si dividono in laminati a caldo, forgiati, calibrati e argentati (con una particolare finitura superficiale). A seconda dello stato del materiale, questi acciai vengono prodotti senza trattamento termico, bonificati (T) e bonificati (H). In conformità con lo scopo degli acciai strutturali al carbonio laminati a caldo e forgiati sono suddivisi in sottogruppi: "a" - per formatura a caldo; "b" - per la lavorazione mediante taglio su macchine utensili; "in" - per trafilatura a freddo. legato vengono chiamati gli acciai che, oltre alle consuete impurità (manganese, silicio, zolfo e fosforo), contengono una serie di elementi appositamente introdotti nell'acciaio durante la sua fusione per ottenere le proprietà desiderate. Questi elementi sono chiamati legare. Nichel, cromo, tungsteno, molibdeno, titanio, vanadio, alluminio sono spesso usati come elementi di lega. Gli acciai legati da costruzione si dividono in laminati a caldo, forgiati, calibrati e argentati, utilizzati allo stato trattato termicamente. Gli acciai laminati a caldo e forgiati sono forniti sia allo stato trattato termicamente (ricotto, altamente ricotto, normalizzato o normalizzato con alto rinvenimento), sia senza trattamento termico, acciaio calibrato e argentato - lavorato duro o trattato termicamente (ricotto, temperato, normalizzato, temprato con rinvenimento) . Lo standard (GOST) prevede la produzione e la fabbricazione di 13 gruppi di acciai legati strutturali, ciascuno dei quali è stato denominato in base all'elemento di lega prevalente in esso. Ad esempio, acciai legati al cromo: 15X, 15Xa, 20X, 30X, 30XPA, 35X, 38XA, 40X, 45X, 50X; questi acciai sono utilizzati per la realizzazione di particolari che, oltre all'elevata resistenza all'usura, richiedono minime deformazioni durante il trattamento termico, particolari migliorati e temprati operanti a medie velocità ed elevate pressioni specifiche (ingranaggi, corone, cremagliere, ecc.), parti caricate di autoveicoli e trattori, così come pezzi di grandi dimensioni che richiedono un'elevata temprabilità e una maggiore resistenza complessiva. 2. Acciai resistenti alla corrosione Acciai resistenti alla corrosione - Si tratta di acciai e leghe inossidabili resistenti alla corrosione elettrochimica e chimica (atmosferica, del suolo, alcali, acidi, sali), alla corrosione intergranulare e alla tensocorrosione. Questi acciai comprendono le seguenti qualità: 20X13 (2X13), 08X13 (0X13), 25X13H2 (2X14H2, EI474). Sono utilizzati per la fabbricazione di parti con maggiore plasticità, soggette a carichi d'urto (valvole di presse idrauliche), parti che operano in ambienti leggermente aggressivi (a precipitazione atmosferica, in soluzioni acquose di sali, acidi organici); un'elevata resistenza alla corrosione è assicurata dopo il trattamento termico e la lucidatura. Il grado di acciaio 14Kh14N12 (1Kh17N2, EI268) è utilizzato principalmente nell'industria chimica e aeronautica; possiede proprietà tecnologiche abbastanza soddisfacenti. L'acciaio di qualità 15X25T (X25T, EI439) viene utilizzato nella produzione di apparecchiature di scambio termico (tubi, flange di collegamento, valvole, rubinetti) operanti in ambienti aggressivi; utilizzato come sostituto dell'acciaio di grado 12X18M10T nella fabbricazione di strutture saldate operanti in ambienti più aggressivi rispetto a quelli raccomandati per l'acciaio di grado 08X17T; si sconsiglia l'utilizzo di questo acciaio (15X25T) a temperature di +400-700 °C. 08X21N6M2T viene utilizzato per la fabbricazione di parti e strutture saldate operanti in ambienti di maggiore aggressività - acido acetico, solfato e fosfato; i gradi 10Kh17N13M2T, 10Kh17N13M3T sono utilizzati per la produzione di strutture saldate operanti sotto l'azione di acidi fosforici, solforici e acetici al 10%, nonché in ambienti con acido solforico. In un certo numero di unità di meccanismi, i cuscinetti operano in ambienti aggressivi ea temperature elevate. Questi gruppi utilizzano principalmente acciaio inossidabile 95×18. La microstruttura dell'acciaio resistente alla corrosione 95 × 18 è martensite aciculare nascosta e carburi in eccesso, e la microstruttura di un acciaio simile 11 × 18 M è martensite nascosta e finemente cristallina e carburi in eccesso, ma la martensite aciculare nell'acciaio 11 × 18 M non lo è consentito. Nel caso di cuscinetti operanti a temperature da -200 °C a +120 °C, la migliore combinazione di proprietà meccaniche e anticorrosive degli acciai utilizzati si ha nella seguente modalità di trattamento termico: riscaldamento - fino a +350 °C , riscaldo finale a +1070 °C ± 20 °C, tempra in olio a temperatura da +30 a +60 °C, trattamento a freddo - a -70 °C e rinvenimento - da +150 a +160 °C. Come ha dimostrato la pratica di applicazione a lungo termine in vari settori, la resistenza alla corrosione degli acciai dipende da molti fattori: 1) dagli elementi di lega utilizzati - cromo, nichel, alluminio, titanio, molibdeno, loro combinazioni e percentuale in leghe; ad esempio, gli acciai al cromo-molibdeno-nuovo e al cromo-molibdeno-vanadio dei gradi 15XM, 20XM, 30X3MF, 40XMFA hanno elevate proprietà anticorrosive; 2) da trattamento termico o chimico-termico; 3) sulla qualità del trattamento superficiale degli acciai e delle parti che operano in ambienti aggressivi (le superfici "a specchio", di regola, sono più resistenti alla corrosione di quelle ruvide). 3. Acciai e leghe resistenti al calore Acciai e leghe resistenti al calore appartengono al terzo gruppo di acciai altolegati. La loro microstruttura dopo il trattamento termico dovrebbe essere costituita da martensite latente e finemente aciculare o da martensite finemente aciculare e carburi in eccesso di elementi di lega (MoC, CrC, NiC, ecc.). Gli acciai e le leghe resistenti al calore includono: 1)40X9C2. Viene utilizzato per la fabbricazione di valvole motore e dispositivi di fissaggio che operano ad alte temperature - circa +1000 ° C; 2) X1560-N. Viene utilizzato per la produzione di elementi riscaldanti (la temperatura di esercizio degli elementi riscaldanti è +1000-1300 °C); 3) Kh20N80, Kh20N80-VI (fuso mediante metodo di induzione sotto vuoto); 4) Kh15N60-N-VI, N50K10, Kh13Yu4, OH23Yu5, OH23Yu5A, Ox27Yu5A. Queste leghe sono utilizzate per fabbricare sensori di temperatura ed elementi termosensibili, fili e nastri per forni di riscaldamento, dispositivi elettrici termici, microfili per resistori non critici; queste leghe operano nell'intervallo da +1000 a +1300 °C. Ad acciai e leghe resistenti al calore comprende anche i seguenti marchi: 1) KhN60Yu. Viene utilizzato per la fabbricazione di parti di turbine (da lamiera) operanti a sollecitazioni moderate, nonché per dispositivi di riscaldamento a resistenza; 2) 20X23H18. Viene utilizzato per la produzione di parti di macchine per l'industria chimica e petrolifera, valvole di intercettazione per gasdotti, camere di combustione, nonché per dispositivi di riscaldamento a resistenza; 3) 09X16N15M3B. Viene utilizzato nella produzione di tubi surriscaldatori e tubazioni ad alta pressione; 4) 12X18H10T, 12X18H12T, 12X18H9T. Sono utilizzati per la fabbricazione di parti di sistemi di scarico e tubi (da lamiera e prodotti lunghi), l'acciaio 12X18H12T è più stabile durante il funzionamento rispetto all'acciaio 12X18H10T; 5) 40X15N7G7F2MS. Viene utilizzato per la fabbricazione di elementi di fissaggio operanti a una temperatura di +650 °C. La resistenza al calore degli acciai e delle leghe dipende dalla composizione degli elementi leganti, dalla loro combinazione e concentrazione. GOST 5632-72 raccomanda gli intervalli di temperatura ottimali in cui le parti realizzate con acciai e leghe resistenti al calore sono più affidabili durante il funzionamento. Inoltre, lo standard per ogni grado di acciaio o lega indica la temperatura dell'inizio dell'intensa formazione di incrostazioni e la durata delle parti costituite da esse: a breve termine, limitata, a lungo termine e molto lunga. Per un breve periodo di funzionamento, la vita utile di una parte viene condizionatamente impiegata fino a 100 ore, limitata - fino a 1000 ore, lunga - fino a 10 ore e molto lunga - fino a 000 ore. Le leghe resistenti al calore sono altamente legate e di precisione. Le leghe di precisione sono caratterizzate da un'elevata purezza dei componenti, il loro rapporto esatto. La marcatura delle leghe di precisione è leggermente diversa dalla marcatura degli acciai legati e delle leghe. GOST 10994-74 regola la composizione chimica, le proprietà fisiche di base e le applicazioni di ciascuna lega. Le leghe di precisione per alte temperature sono state elencate sopra e sono state indicate le loro aree di applicazione: N50K10, Kh13Yu4, OH23Yu5, Kh15N60-N, ecc. 4. Materiali per utensili: acciai per utensili e ad alta velocità Acciai legati per utensili sono utilizzati per la produzione di strumenti di taglio e misurazione, nonché timbri. Gli acciai destinati alla fabbricazione di utensili da taglio (frese, trapani, frese, ecc.) devono avere un'elevata durezza (HRC l 62) e resistenza all'usura. Se il taglio viene eseguito in condizioni difficili - velocità di taglio elevate, lavorazione di metalli duri, rimozione di un'ampia sezione del truciolo - viene consumata una notevole energia meccanica, accompagnata da un forte riscaldamento del tagliente dell'utensile. Pertanto, l'acciaio utilizzato per la fabbricazione di utensili deve avere un'elevata durezza e resistenza al calore (o durezza rossa). Gli acciai utilizzati per realizzare gli stampi devono avere una combinazione di durezza e tenacità, nonché resistenza al calore (la capacità di resistere a un improvviso cambiamento di temperatura sotto forma di resistenza alle crepe da fuoco). Acciai legati per utensili contengono elementi che formano carburo: cromo, tungsteno, molibdeno, manganese, vanadio. Questi acciai hanno una velocità di raffreddamento più lenta durante la tempra, riducendo così il rischio di cricche, deformazioni e deformazioni. L'acciaio viene fornito laminato a caldo, forgiato, calibrato e rettificato (argento). Lo standard prevede due gruppi e cinque sottogruppi di acciai legati per utensili. Il contenuto di zolfo e fosforo in essi non deve superare lo 0,03% e il contenuto di zolfo nell'acciaio ottenuto mediante rifusione elettroscoria non deve superare lo 0,015%. Gli acciai per utensili da taglio e misura sono realizzati con temprabilità superficiale (7HF, 8HF 11HF) e profonda (9X1, X, 12X1, 9XS, 8GS, 8X6NFT). Con questi acciai vengono realizzati maschi per stampi, trapani, frese, lame per seghetti, calibri, sagome, ecc.. Gli acciai per utensili ad alta velocità hanno preso il nome perché gli utensili da essi realizzati possono lavorare a velocità di taglio elevate senza perdere le loro proprietà. Una proprietà notevole degli acciai ad alta velocità è l'elevata durezza rossa, ovvero la capacità di mantenere un'elevata durezza e capacità di taglio se riscaldata a 600-650 ° C. La durezza rossa è determinata principalmente da due fattori: composizione chimica e trattamento termico. Gli acciai rapidi hanno una composizione chimica complessa. Il loro elemento legante più importante è il tungsteno (6-18%), così come il vanadio (1-5%). Inoltre, tutti gli acciai rapidi contengono cromo (3-4,5%), la maggior parte del quale si dissolve nel reticolo cristallino di ferro. Per conferire agli acciai rapidi elevate proprietà di taglio, vengono sottoposti a trattamento termico secondo un regime speciale. Lo standard prevede la produzione di 14 gradi di acciai rapidi, suddivisi condizionatamente in due gruppi: il primo gruppo - acciai che non contengono cobalto, il secondo gruppo - acciai contenenti una maggiore quantità di cobalto e vanadio. Gradi di acciai ad alta velocità: R18, R12, R9, R6M3, R9K5. CONFERENZA N. 10. Leghe dure e superdure 1. Metallo duro e ceramica da taglio Le leghe dure e le ceramiche da taglio si ottengono con metodi di metallurgia delle polveri. La metallurgia delle polveri è un campo della tecnologia che copre una serie di metodi per la produzione di polveri metalliche da composti simili a metalli, prodotti semilavorati e prodotti da essi, nonché dalle loro miscele con polveri non metalliche senza fondere il componente principale. Le materie prime per leghe dure e cermet - polveri - sono ottenute con metodi chimici o meccanici. La formatura degli spazi vuoti (prodotti) viene eseguita a freddo o quando riscaldata. La formatura a freddo avviene durante la pressatura assiale su presse meccaniche e idrauliche o sotto pressione di liquido su un guscio elastico in cui vengono inserite le polveri (metodo idrostatico). Mediante pressatura a caldo in stampi sotto martello (pressatura dinamica) o con metodo gas-statico in appositi contenitori, a causa della pressione (15-400 mila Pa) dei gas caldi, si ottengono prodotti da materiali scarsamente sinterizzati - composti refrattari che sono utilizzato per la fabbricazione di leghe dure e cermet. La composizione di tali composti refrattari sinterizzati (pseudo-leghe) comprende componenti non metallici - grafite, allumina, carburi, che conferiscono loro proprietà speciali. Nell'industria degli utensili sono ampiamente utilizzate leghe sinterizzate dure e cermet da taglio (metalli + componenti non metallici). Secondo il contenuto dei componenti principali le polveri in una miscela di leghe dure sinterizzate sono suddivise in tre gruppi di tungsteno, titanio-tungsteno e titanio-tantalio-tungsteno, per area di applicazione - sulle leghe per la lavorazione dei materiali mediante taglio, equipaggiamento di utensili minerari, per la affilatura di parti ad usura rapida di macchine, strumenti e attrezzature. Proprietà fisiche e meccaniche delle leghe dure: massima resistenza alla flessione - 1176-2156 MPa (120-220 KGS / mm 2), densità - 9,5-15,3 g/cm 3, durezza - 79-92 HRA. Leghe dure per la lavorazione dei metalli senza trucioli, riporto di parti di macchine, strumenti e attrezzature a rapida usura: VK3, VK3-M, VK4, VK10-KS, VK20-KS, VK20K. Nella designazione dei gradi delle leghe dure, la lettera "K" significa - cobalto, "B" - carburo di tungsteno, "T" - carburi di titanio e tantalio; i dati corrispondono alla percentuale di polveri dei componenti inclusi nella lega. Ad esempio, la lega VK3 contiene il 3% di cobalto, il resto è carburo di tungsteno. La carenza di tungsteno ha reso necessario lo sviluppo di leghe dure prive di tungsteno che non sono inferiori nelle proprietà di base alle leghe sinterizzate a base di carburi di tungsteno. Leghe di cermet duro esenti da tungsteno e carburo di cromo sono utilizzati nell'ingegneria meccanica per la fabbricazione di trafile, trafile, per spruzzare vari, compresi abrasivi, materiali, parti di attrito operanti a temperature fino a 900 ° C, utensili da taglio per la lavorazione di metalli non ferrosi. 2. Materiali superduri Tre tipi di materiali superduri (SHM) sono attualmente utilizzati in vari settori, compresa la costruzione di macchine, per la produzione di vari utensili da taglio: diamanti naturali, diamanti sintetici policristallini e compositi a base di nitrito di boro (elbor). I diamanti naturali e sintetici hanno proprietà uniche come la massima durezza (HV 10 kgf/mm 2), hanno molto piccoli: coefficiente di dilatazione lineare e coefficiente di attrito; alto: conducibilità termica, resistenza adesiva e resistenza all'usura. Gli svantaggi dei diamanti sono la bassa resistenza alla flessione, la fragilità e la solubilità nel ferro a temperature relativamente basse (+750 °C), che ne impedisce l'uso per la lavorazione di acciai e leghe ferro-carbonio ad elevate velocità di taglio, nonché con tagli e vibrazioni interrotti . Diamanti naturali sono utilizzati sotto forma di cristalli fissati nel corpo metallico della fresa.I diamanti sintetici dei gradi ASB (balas) e ASPK (carbonado) hanno una struttura simile ai diamanti naturali.Hanno una struttura policristallina e hanno caratteristiche di resistenza più elevate. Diamanti naturali e sintetici trovano largo impiego nella lavorazione di leghe di rame, alluminio e magnesio, metalli nobili (oro, argento), titanio e sue leghe, materiali non metallici (plastica, textolite, fibra di vetro), nonché leghe dure e ceramiche. Diamanti sintetici rispetto a quelli naturali, presentano una serie di vantaggi dovuti alla loro maggiore resistenza e caratteristiche dinamiche. Possono essere utilizzati non solo per la tornitura, ma anche per la fresatura. Composito è un materiale superduro a base di nitruro di boro cubico, utilizzato per la fabbricazione di utensili da taglio a lama. In termini di durezza, il composito si avvicina al diamante, lo supera notevolmente in termini di resistenza al calore ed è più inerte ai metalli ferrosi, il che determina il suo principale campo di applicazione: la lavorazione di acciai temprati e ghise. L'industria produce i seguenti gradi STM principali: composito 01 (elbor - R), composito 02 (belbor), composito 05 e 05I e composito 09 (PTNB - NK). I compositi 01 e 02 hanno un'elevata durezza (HV 750 kgf/mm 2), ma bassa resistenza alla flessione (40-50 kg/mm 2). La loro principale area di applicazione è la tornitura fine e di finitura senza urti di parti in acciai temprati con una durezza di HRC 55-70, ghise di qualsiasi durezza e leghe dure dei gradi VK 15, VK 20 e VK 25 (HP ^ 88 -90), con avanzamenti fino a 0,15 mm/giro e profondità di taglio di 0,05-0,5 mm. I compositi 01 e 02 possono essere utilizzati anche per la fresatura di acciai temprati e ghise, nonostante la presenza di carichi d'urto, il che si spiega con dinamiche di fresatura più favorevoli. Il composito 05 occupa una posizione intermedia nella durezza tra il composito 01 e il composito 10 e la sua resistenza è approssimativamente uguale a quella del composito 01. I compositi 09 e 10 hanno approssimativamente la stessa resistenza alla flessione (70-100 kgf / mm 2). 3. Materiali degli utensili abrasivi Abrasivi diviso in naturale e artificiale. I primi includono quarzo, smeriglio, corindone e diamante, mentre i secondi includono elettrocorindone, carburo di silicio, carburo di boro, nitruro di boro cubico e diamanti sintetici. Кварц (P) è un materiale costituito principalmente da silice cristallina (98,5 ... 99,5% SiO2). Viene utilizzato per la produzione di pelli abrasive su base di carta e tessuto sotto forma di macinazione di grani allo stato libero. Smeriglio (Н) - allumina a cristalli fini (25…60% Al2 O3) grigio scuro e nero con una miscela di ossido di ferro e silicati. Progettato per la fabbricazione di tela smeriglio e barre. corindone (E ed ESB) - un minerale costituito principalmente da allumina cristallina (80.95% Al2 O3) e una piccola quantità di altri minerali, compresi quelli chimicamente correlati ad Al2 O3. I grani di corindone sono duri e, una volta rotti, formano una frattura concoidale con spigoli vivi. Il corindone naturale ha un impiego limitato e viene utilizzato principalmente sotto forma di polveri e paste per operazioni di finitura (lucidatura). diamante (A) è un minerale che è carbonio puro. Ha la più alta durezza di tutte le sostanze conosciute in natura. Gli utensili da taglio a un tagliente e le matite diamantate in metallo per ravvivare le mole sono realizzati con cristalli e loro frammenti. Esistono quattro tipi di elettrocorindone: 1) normale elettrocorindone 1A, fuso da bauxite, le sue varietà - 12A, 13A, 14A, 15A, 16A; 2) bianco, fuso dall'allumina, le sue varietà - 22A, 23A, 24A, 25A; 3) elettrocorindone legato fuso da allumina con vari additivi: cromo 3A con varietà 32A, 33A, 34A e titanio 3A con varietà 37A; 4) A4 monocorindone, fuso da bauxite con solfuro di ferro e un agente riducente, seguito da isolamento di monocristalli di corindone. Gli elettrocorindone sono costituiti da ossido di alluminio Al 2 O 3 e alcune impurità. Carburo di silicio - composto chimico di silicio con carbonio (SiC). Ha maggiore durezza e fragilità. rispetto all'elettrocorindone. A seconda della percentuale di carburo di silicio, questo materiale è disponibile nei colori verde (6C) e nero (5C). Il primo contiene almeno il 97% di silicio. Il secondo tipo (nero) è prodotto dalle seguenti varietà: 52C, 53C, 54C e 55C. Vari utensili abrasivi (ad esempio mole) sono realizzati con grani di carburo di silicio verde per la lavorazione di leghe dure e materiali non metallici, e gli utensili (mole) sono realizzati con grani di carburo di silicio neri per la lavorazione di prodotti in ghisa, non metalli ferrosi e per l'affilatura di utensili da taglio (frese, punte, ecc.). Nitruro di boro cubico (KNB) - un composto di boro, silicio e carbonio. Il CBN ha una durezza e una capacità abrasiva simili al diamante. Il diamante sintetico (AS) ha la stessa struttura del naturale. Le proprietà fisiche e meccaniche dei diamanti sintetici di buona qualità sono simili a quelle dei diamanti naturali. I diamanti sintetici sono prodotti in cinque gradi ASO, ACP, ASK, DIA, ACC. CONFERENZA N. 11. Leghe di metalli non ferrosi 1. Metalli e leghe non ferrosi, loro proprietà e scopo Le preziose proprietà dei metalli non ferrosi hanno portato al loro diffuso utilizzo in vari rami della moderna produzione. Rame, alluminio, zinco, magnesio, titanio e altri metalli e loro leghe sono materiali indispensabili per l'industria strumentale ed elettrica, aeronautica e radioelettronica, nucleare e spaziale. Metalli non ferrosi hanno una serie di proprietà preziose: alta conducibilità termica, densità molto bassa (alluminio e magnesio), punto di fusione molto basso (stagno, piombo), elevata resistenza alla corrosione (titanio, alluminio). Le leghe di alluminio con altri elementi di lega sono ampiamente utilizzate in vari settori. Le leghe a base di magnesio sono caratterizzate da bassa densità, elevata resistenza specifica e sono ben lavorate mediante taglio. Hanno trovato ampia applicazione nell'ingegneria meccanica e, in particolare, nell'industria aeronautica. Il rame tecnico, contenente non più dello 0,1% di impurità, viene utilizzato per vari tipi di conduttori di corrente. leghe di rame In base alla loro composizione chimica, sono classificati in ottone e bronzo. Nel suo turno ottone in base alla loro composizione chimica si dividono in semplici, legati solo con zinco, e speciali, che oltre allo zinco contengono piombo, stagno, nichel e manganese come elementi di lega. Bronzi anche suddiviso in latta e senza stagno. Bronzi senza stagno hanno proprietà anticorrosione e antifrizione ad alta resistenza, buone. Il magnesio è ampiamente utilizzato nella metallurgia, con l'aiuto della disossidazione e della desolforazione di alcuni metalli e leghe, modificano la ghisa grigia per ottenere grafite sferica, producono metalli difficili da recuperare (ad esempio il titanio), miscele di polvere di magnesio con ossidanti vengono utilizzate per realizzare razzi di illuminazione e incendiari nella tecnologia dei jet e nella pirotecnica. Le proprietà del magnesio sono notevolmente migliorate dalla lega. Alluminio e zinco con una frazione di massa fino al 7% ne aumentano le proprietà meccaniche, il manganese ne migliora la resistenza alla corrosione e la saldabilità, lo zirconio, introdotto nella lega insieme allo zinco, affina la grana (nella struttura della lega), aumenta le proprietà meccaniche e la corrosione resistenza. I getti stampati sono realizzati con leghe di magnesio, nonché prodotti semilavorati: lastre, lastre, barre, profili, tubi, fili. Il magnesio industriale si ottiene elettroliticamente da magnesite, dolomite, carnallite, acqua di mare e vari scarti di produzione secondo lo schema per ottenere sali di magnesio anidro puri, elettrolisi di questi sali allo stato fuso e raffinazione del magnesio.In natura, potenti accumuli formano carbonati di magnesio - magnesite e dolomite, così come carnallites. Nell'industria alimentare, la pellicola per imballaggio in alluminio e le sue leghe è ampiamente utilizzata - per avvolgere prodotti dolciari e lattiero-caseari, e anche gli utensili in alluminio sono utilizzati in grandi quantità (fornelli, vassoi, vasche da bagno, ecc.). 2. Leghe di rame Il rame è uno dei metalli conosciuti fin dall'antichità. La prima conoscenza dell'uomo con il rame è stata facilitata dal fatto che esso si presenta in natura allo stato libero sotto forma di pepite, che a volte raggiungono dimensioni notevoli. Attualmente, il rame è ampiamente utilizzato nell'ingegneria elettrica, nella costruzione di linee elettriche, per la fabbricazione di apparecchiature telegrafiche e telefoniche, apparecchiature radio e televisive. Il rame viene utilizzato per realizzare fili, cavi, pneumatici e altri prodotti conduttivi. Il rame ha un'elevata conduttività elettrica e termica, tenacità e resistenza alla corrosione. Le sue proprietà fisiche sono dovute alla struttura. Ha un reticolo spaziale cubico centrato sulla faccia. Il suo punto di fusione è +1083 °C, il punto di ebollizione è +2360 °C. Il carico di rottura medio dipende dal tipo di lavorazione e va da 220 a 420 MPa (22-45 kgf/mm 2), allungamento relativo - 4-60%, durezza - 35-130 HB, densità - 8,94 g/cm 3. Possedendo proprietà notevoli, il rame, allo stesso tempo come materiale strutturale, non soddisfa i requisiti dell'ingegneria meccanica, quindi è legato, cioè metalli come zinco, stagno, alluminio, nichel e altri vengono introdotti nelle leghe, quindi migliorandone le proprietà meccaniche e tecnologiche. Nella sua forma pura, il rame viene utilizzato in misura limitata, più ampiamente - le sue leghe. Secondo la composizione chimica, le leghe di rame sono suddivise in ottone, bronzo e rame-nichel, secondo lo scopo tecnologico - in deformabile, utilizzato per la produzione di semilavorati (filo, lamiera, nastro, profilo) e fonderia, utilizzato per la fusione di parti. Ottone - leghe di rame con zinco e altri componenti. Gli ottoni contenenti, oltre allo zinco, altri elementi di lega sono detti complessi o speciali, e sono denominati in base ai componenti di lega introdotti, oltre allo zinco. Ad esempio: tompak L90 è ottone contenente il 90% di rame, il resto è zinco; alluminio ottone LA77-2 - 77% rame, 2% alluminio, il resto è zinco, ecc. Rispetto al rame, l'ottone ha una grande forza, resistenza alla corrosione ed elasticità. Vengono lavorati mediante fusione, pressione e taglio. Da essi vengono ricavati prodotti semilavorati (fogli, nastri, nastri, tubi di condensatori e scambiatori di calore, fili, stampi, valvole - rubinetti, valvole, medaglie e distintivi, prodotti artistici, strumenti musicali, soffietti, cuscinetti). I bronzi sono leghe a base di rame in cui vengono utilizzati come additivi stagno, alluminio, berillio, silicio, piombo, cromo e altri elementi. I bronzi si dividono in senza stagno (BrA9Mts2L, ecc.), stagno (BrO3ts12S5, ecc.), alluminio (BrA5, BrA7, ecc.), silicio (BrKN1-3, BrKMts3-1), manganese (BrMts5), bronzi al berillio (BrB2, BrFNT1,7, ecc.). I bronzi sono utilizzati per la produzione di valvole di intercettazione (rubinetti, valvole), parti varie operanti in acqua, olio, vapore, fluidi poco aggressivi, acqua di mare. 3. Leghe di alluminio Il nome "alluminio" deriva dalla parola latina alumen, quindi per 500 anni aC. e. chiamato allume di alluminio, che veniva utilizzato per l'incisione durante la tintura dei tessuti e la concia delle pelli. In termini di prevalenza in natura, l'alluminio è al terzo posto dopo ossigeno e silicio e primo tra i metalli. In termini di utilizzo nella tecnologia, è al secondo posto dopo il ferro. L'alluminio non si presenta in forma libera, è ottenuto da minerali - bauxiti, nefeline e aluniti, mentre l'allumina viene prima prodotta, quindi l'alluminio viene ottenuto dall'allumina mediante elettrolisi. Le proprietà meccaniche dell'alluminio sono basse: resistenza alla trazione - 50-90 MPa (5-9 kgf / mm 2), allungamento - 25-45%, durezza - 13-28 HB. L'alluminio è ben saldato, ma difficile da lavorare, ha un grande ritiro lineare - 1,8% Nella sua forma pura, l'alluminio è usato raramente, principalmente le sue leghe con rame, magnesio, silicio, ferro, ecc. sono necessari per l'ingegneria aeronautica e meccanica, le linee elettriche, il materiale rotabile della metropolitana e le ferrovie. Le leghe di alluminio si dividono in fuse e lavorate. Le leghe di alluminio fuso sono prodotte in lingotti - raffinati e non raffinati. Le leghe, nella designazione dei gradi di cui è presente la lettera "P", sono destinate alla fabbricazione di utensili alimentari. Le proprietà meccaniche delle leghe dipendono dalla loro composizione chimica e dai metodi di produzione. La composizione chimica dei principali componenti inclusi nella lega può essere determinata dal grado. Ad esempio, la lega AK12 contiene il 12% di silicio, il resto è alluminio; AK7M2P - 7% silicio, 2% rame, il resto è alluminio. La più utilizzata in vari settori è una lega di alluminio con silicio - silumin, prodotta in quattro gradi: SIL-00, STR-0, STR-1 e STR-2. Oltre all'alluminio (base) e al silicio (10-13%), questa lega comprende: ferro - 0,2-0,7%, manganese - 0,05-0,5%, calcio - 0,7-0,2%, titanio - 0,05-0,2%, rame - 0,03% e zinco - 0,08%. Varie parti per automobili, trattori, autovetture sono realizzate in silumin. Le leghe di alluminio lavorate in lingotti, destinate al trattamento a pressione e all'orlatura nella produzione di altre leghe di alluminio, sono standardizzate da determinati standard. Le leghe per il trattamento a pressione sono costituite da alluminio (base), elementi di lega (rame - 5%, magnesio - 0,1-2,8%, manganese - 0,1-0,7%, silicio - 0,8-2,2%, zinco - 2-6,5% e una piccola quantità di altre impurità). I marchi di queste leghe: VD1, AVD1, AVD1-1, AKM, i prodotti semilavorati sono realizzati con leghe di alluminio: fogli, nastri, nastri, lastre, lingotti, lastre. Inoltre, la metallurgia non ferrosa produce leghe antifrizione di alluminio utilizzate per la produzione di cuscinetti monometallici e bimetallici mediante fusione. A seconda della composizione chimica, la norma prevede i seguenti gradi di queste leghe: AO3-7, AO9-2, AO6-1, AO9-1, AO20-1, AMST. La norma definisce anche le condizioni operative per i prodotti realizzati con queste leghe: carico da 19,5 a 39,2 MN/m2 (200-400 kgf/cm 2), temperatura da 100 a 120 °C, durezza - da 200 a 320 HB. 4. Leghe di titanio Titan - metallo bianco argento. È uno degli elementi più comuni in natura. Tra gli altri elementi in termini di prevalenza nella crosta terrestre (0,61%), si colloca al decimo posto. Il titanio è leggero (la sua densità è di 4,5 g/cm 3), refrattario (punto di fusione 1665°C), molto forte e duttile. Sulla sua superficie si forma un film di ossido resistente, grazie al quale resiste bene alla corrosione in acqua dolce e di mare, nonché in alcuni acidi. A temperature fino a 882 °C, ha un reticolo esagonale compatto; a temperature più elevate, ha un cubo a corpo centrato. Le proprietà meccaniche del titanio in lamiera dipendono dalla composizione chimica e dal metodo di trattamento termico. La sua resistenza alla trazione è di 300-1200 MPa (30-120 KGS/mm 2), allungamento - 4-10%. Le impurità nocive del titanio sono azoto, carbonio, ossigeno e idrogeno. Riducono la sua duttilità e saldabilità, aumentano la durezza e la resistenza e peggiorano la resistenza alla corrosione. A temperature superiori a 500 °C, il titanio e le sue leghe si ossidano facilmente assorbendo idrogeno, che provoca infragilimento (infragilimento da idrogeno). Se riscaldato a una temperatura superiore a 800 °C, il titanio assorbe vigorosamente ossigeno, azoto e idrogeno; questa capacità viene utilizzata in metallurgia per disossidare l'acciaio. Serve come elemento di lega per altri metalli non ferrosi e per l'acciaio. Per le loro notevoli proprietà, il titanio e le sue leghe sono ampiamente utilizzati nella costruzione di aerei, razzi e navi. I semilavorati sono realizzati in titanio e sue leghe: lamiere, tubi, barre e filo. I principali materiali industriali per la produzione del titanio sono ilmenite, rutilo, perovskite e sfene (titanite). La tecnologia per la produzione del titanio è complessa, dispendiosa in termini di tempo e tempo: prima viene prodotta una spugna di titanio, quindi da essa viene prodotto il titanio malleabile mediante rifusione in forni sottovuoto. spugna di titanio, ottenuto con il metodo magnesio-termico, funge da materiale di partenza per la produzione di leghe di titanio e altri scopi. A seconda della composizione chimica e delle proprietà meccaniche, vengono stabiliti come standard i seguenti gradi di titanio spugnoso: TG-90, TG-100, TG-110, TG-120, TG-130. Nella designazione dei marchi, le lettere "TG" significano - titanio spugnoso, "Tv" - duro, i numeri indicano durezza Brinell. La spugna di titanio include impurità: ferro - fino allo 0,2%, silicio - fino allo 0,04%, nichel - fino allo 0,05%, carbonio - fino allo 0,05%, cloro - fino allo 0,12%, azoto - fino allo 0,04%, ossigeno - fino allo 0,1%. Per la fabbricazione di vari semilavorati (lamiere, tubi, barre, fili), sono previsti titanio e leghe di titanio lavorate a pressione. In funzione della composizione chimica, la norma prevede i seguenti gradi: VT1-00, VT1-0, OT4-0, OT4-1, OT4, VT5, VT5-1, VT6, VT20, VT22, PT-7M, PT- 7V, PT -1 m Componenti principali: alluminio - 0,2-0,7%, manganese - 0,2-2%, molibdeno - 0,5-5,5%, vanadio - 0,8-5,5%, zirconio - 0,8-3%, cromo - 0,5-2,3 %, stagno - 2-3%, silicio - 0,15-0,40%, ferro - 0,2-1,5%. Ferro, silicio e zirconio, a seconda del grado della lega, possono essere i principali componenti o impurità. 5. Leghe di zinco Lega zinco-rame - ottone - era noto agli antichi Greci ed Egizi. Ma la fusione dello zinco su scala industriale iniziò solo nel XVII secolo. Zinco - metallo di colore grigio chiaro-bluastro, fragile a temperatura ambiente ea 200 °C, riscaldato a 100-150 °C diventa duttile. In conformità con lo standard, lo zinco viene prodotto e fornito sotto forma di lingotti e blocchi di peso fino a 25 kg. Lo standard stabilisce anche i gradi di zinco e le loro aree di applicazione: TsV00 (contenuto di zinco - 99,997%) - per scopi scientifici, ottenimento di reagenti chimici, fabbricazione di prodotti per l'industria elettrica; CVO (zinco - 99,995%) - per l'industria della stampa e automobilistica; TsV1, TsV (zinco - 99,99%) - per la produzione di pressofusione destinata alla fabbricazione di parti per scopi particolarmente critici, per ottenere ossido di zinco, polvere di zinco e reagenti puri; ZOA (zinco 99,98%), ZO (zinco 99,975%) - per la fabbricazione di lamiere di zinco, leghe di zinco lavorate a pressione, bianche, legature, per zincatura a caldo e galvanica; Ts1S, Ts1, Ts2S, Ts2, Ts3S, Ts3 - per vari scopi. Le leghe di zinco sono ampiamente utilizzate nell'industria: ottone, bronzo di zinco, leghe per il rivestimento di vari prodotti siderurgici, per la produzione di elementi galvanici, per la stampa, ecc. Le leghe di zinco nei lingotti per la colata sono standardizzate. Queste leghe sono utilizzate nell'automotive e nella strumentazione, così come in altri settori. Lo standard stabilisce i gradi delle leghe, la loro composizione chimica, i prodotti che ne derivano sono determinati: 1) TsAM4-10 - parti particolarmente critiche; 2) TsAM4-1 - parti critiche; 3) TsAM4-1V - parti non critiche; 4) TsA4O - parti critiche con dimensioni stabili; 5) CA4 - parti non critiche con dimensioni stabili. Leghe antifrizione di zinco, destinati alla produzione di prodotti monometallici e bimetallici, nonché di semilavorati, mediante metodi di colata e formatura a pressione sono standardizzati. Le proprietà meccaniche delle leghe dipendono dalla loro composizione chimica: carico di rottura δВ = 250-350 MPa (25-35 KGS/mm 2), allungamento relativo δ = 0,4-10%, durezza - 85-100 HB. Lo standard stabilisce i gradi di queste leghe, le loro aree di applicazione e le condizioni di lavoro: TsAM9-1,5L - fusione di camicie, boccole e cursori monometallici; ammissibile: carico - 10 MPa (100 kgf / cm 2), velocità di scorrimento - 8 m/s, temperatura 80 °C; se le parti bimetalliche sono ottenute per colata in presenza di un telaio metallico, allora il carico, la velocità di scorrimento e la temperatura possono essere aumentati fino a 20 MPa (200 KGS/cm 2), 10 m/s e 100 °C, rispettivamente: TsAM9-1,5 - ottenendo un nastro bimetallico (lega di zinco con acciaio e duralluminio) mediante laminazione, il nastro è destinato alla fabbricazione di rivestimenti mediante stampaggio; ammissibile: carico - fino a 25 MPa (250 kgf / cm 2), velocità di scorrimento - fino a 15 m/s, temperatura 100 °C; AM10-5L - fusione di cuscinetti e boccole, ammissibile: carico - 10 MPa (100 KGS/cm 2), velocità di scorrimento - 8 m/s, temperatura 80 °C. CONFERENZA N. 12. Proprietà dei materiali non metallici 1. Materiali non metallici Già nella seconda metà del XNUMX° secolo. nel nostro Paese molta attenzione è stata riservata all'uso di materiali non metallici in vari settori e nell'economia nazionale nel suo complesso. La produzione di vari materiali non metallici è stata consolidata e costantemente aumentata: resine sintetiche e plastiche, gomme sintetiche in sostituzione della gomma naturale, polimeri di alta qualità con specifiche caratteristiche tecniche, comprese le plastiche rinforzate e caricate. La plastica e altri materiali non metallici hanno una serie di eccellenti proprietà fisiche, chimiche, meccaniche e tecnologiche, che hanno portato al loro uso diffuso in vari settori: ingegneria meccanica, ingegneria elettrica, elettronica, ecc. Come materiale strutturale, la plastica sta sostituendo sempre più metalli costosi. L'uso della plastica consente di migliorare costantemente i design. L'equipaggiamento di macchine e attrezzature, così come l'assemblaggio parziale di varie unità, può ridurne il peso, migliorare l'affidabilità e la durata e aumentare la produttività. La produzione di materie plastiche richiede investimenti di capitale 2-3 volte inferiori rispetto alla produzione di metalli non ferrosi. I materiali di partenza per la produzione di materie plastiche sono prodotti economici della lavorazione di carbone, petrolio e gas naturale. Le materie plastiche sono rinforzate per migliorare le proprietà meccaniche. Per la fabbricazione di varie parti operanti in meccanismi di attrito (scorrevole) con bassi carichi e velocità, vengono utilizzati materiali non metallici come polimeri antifrizione e materiali plastici. Questi materiali hanno un basso coefficiente di attrito, un'elevata resistenza all'usura, resistenza chimica e possono funzionare senza lubrificazione. Tuttavia, la bassa conducibilità termica, il coefficiente di dilatazione termica significativo (decine di volte superiore a quello dei metalli), la bassa durezza e l'elevata conformità limitano la possibilità del loro ampio utilizzo. Sono utilizzati in modo più efficace in combinazione con altri materiali, metalli e plastica. Inoltre, i nastri di amianto intrecciati per freni e le guarnizioni di amianto di attrito vengono utilizzati come materiali non metallici di attrito: stampati, pressati, tessuti, cartone-bachelite e avvolti a spirale, che possono essere utilizzati in tutte le zone climatiche. I rivestimenti di attrito in amianto sono utilizzati per le unità di attrito di automobili, aerei, trattori, macchine per il taglio dei metalli e tessili, attrezzature per la movimentazione e locomotive diesel. La risorsa di tali rivestimenti non metallici operanti nelle unità di attrito è piuttosto elevata. Ad esempio, per le auto con motori diesel, sono 6000 ore, auto - 125 km, camion - 000 km. I nastri frenanti in amianto intrecciato sono utilizzati come guarnizioni nelle unità freno e di attrito di macchine e meccanismi con temperatura di attrito superficiale fino a 75 °C. I materiali non metallici sono ampiamente utilizzati in vari settori e nell'economia nel suo insieme. 2. Polimeri: struttura, polimerizzazione e policondensazione, proprietà Allo stato attuale, è difficile immaginare la medicina senza sistemi polimerici per trasfusioni di sangue, attrezzature mediche - senza tubi polimerici trasparenti, articoli per la cura del paziente - senza cuscinetti riscaldanti in gomma, impacchi di ghiaccio, ecc. Arricchiscono significativamente la gamma di materiali utilizzati in medicina, polimeri sintetici . I polimeri differiscono significativamente dai metalli e dalle leghe: le loro molecole sono allungate in lunghe catene, per cui i polimeri hanno un peso molecolare elevato. Le molecole polimeriche sono ottenute dai prodotti iniziali a basso peso molecolare - monomeri - mediante polimerizzazione e policondensazione. I polimeri di policondensazione includono resine fenolo-formaldeide, poliesteri, poliuretani e resine epossidiche. Cloruro di polivinile, polietilene, polistirene, polipropilene sono composti ad alto peso molecolare del tipo di polimerizzazione. I composti ad alto polimero e ad alto peso molecolare sono la base della natura organica: cellule animali e vegetali, costituite da proteine. Per la produzione di molti dispositivi medici, sono ampiamente utilizzati sia materiali polimerici, che si basano su materie prime naturali, sia materiali artificiali - materiali sintetici e polimerici. La maggior parte delle medicazioni sono realizzate con materiali polimerici di origine naturale: cotone idrofilo, garza e prodotti da essi ricavati, allineamento, nonché fili di sutura (seta chirurgica). I polimeri sono la base delle materie plastiche utilizzate nella fabbricazione di vari strumenti, parti di apparecchiature e attrezzature mediche. I polimeri come le resine liquide e solide di fenolo-formaldeide hanno trovato ampia applicazione in vari settori e nell'economia nel suo insieme. Resine tipo resol liquido fenolo-formaldeide - un prodotto della policondensazione di fenolo e formaldeide in presenza di un catalizzatore con o senza l'aggiunta di agenti modificanti e stabilizzanti - si forniscono come liquido omogeneo trasparente dal colore bruno-rossastro al ciliegia scuro con una densità media di 1,2 g/ cm 3. Trovano impiego nella produzione di isolanti termici e acustici, compensato, truciolare e pannelli in fibra di legno, utensili abrasivi su base flessibile, prodotti in fibra di vetro, amianto-tecnici e di attrito amianto, fibra di carbonio per coperture minerarie, ecc. Gradi di resine : SFZh-303, SFZh-305, ecc. Resine solide fenolo-formaldeide di tipo novolacca e resol - prodotti di policondensazione di fenoli (o loro frazioni) e formaldeide in presenza di catalizzatore con o senza l'aggiunta di sostanze modificanti. Disponibile sotto forma di polvere, fiocchi e briciole. Sono usati per produrre mescole di gomma, masse da stampaggio, plastica laminata, sospensioni conduttive di vernici, pitture e vernici anticorrosive e adesivi, come leganti per prodotti abrasivi e stampi a conchiglia, nella produzione di plastica espansa, nella produzione di vernici ad olio per la pittura e vernici e industrie alimentari. Vengono prodotti i seguenti gradi di resine: SF-010A, SF-010, SF-010M (modificata), SF-014, ecc. 3. Materie plastiche: termoplastiche, termoindurenti, riempite di gas plastica - plastica - si tratta di materiali ottenuti sulla base di un composto organico ad alto peso molecolare - un polimero che funge da legante e determina le principali proprietà tecniche del materiale A seconda dell'elasticità, le materie plastiche sono divise in tre gruppi: rigido, elastico modulo 700 MPa, fino a 70 MPa Le materie plastiche sono prodotte monolitiche nella forma termoplastica e termoindurente e riempite di gas - struttura cellulare. Le materie plastiche termoplastiche includono polietilene a bassa pressione, polipropilene, polistirene ad alto impatto, plastica ABS, cloruro di polivinile, fibra di vetro, poliammidi, ecc. Le plastiche termoindurenti includono: schiume poliuretaniche rigide, amminoplasti, ecc. К plastica riempita di gas includono schiume poliuretaniche - materiale strutturale ultraleggero riempito di gas. termoplastico - polietilene a bassa pressione - un prodotto di polimerizzazione dell'etilene ottenuto a bassa pressione utilizzando catalizzatori organometallici complessi. I gradi base di questo polietilene sono: 20108-001, 20208-002, 20308-005, ecc. La densità del polietilene va da 0,931 a 0,970 g/cm 3. Il polistirene ad alto impatto è un prodotto della copolimerizzazione dello stirene con gomma o altro plastificante, che ha proprietà meccaniche superiori rispetto al polistirene per uso generale. Ha elevata durezza, resistenza all'urto, elasticità, resistenza alla trazione, resistenza alla temperatura nell'intervallo da +65 a -40 °C. Amino - materie plastiche termoindurenti - pressatura di masse di urea e melamina-formaldeide ottenute a base di resine amminiche utilizzando cariche (organiche, minerali o loro combinazioni), sostanze coloranti e modificanti. La loro resistenza al calore Marten è di almeno 100-180 ° C, resistenza agli urti - 3,9-29,4 kJ / m 2 (4-30 kgf × cm/cm 2), restringimento - 0,2-0,8%, resistenza elettrica volumetrica specifica - 1? 10 11 -1×10 12 Ohm × cm Dagli aminoplasti, i prodotti per uso domestico, tecnico ed elettrico vengono fabbricati mediante pressatura a caldo. In totale vengono prodotti 11 gradi di aminoplasti: KFA-1, KFB-1, ecc. Schiume poliuretaniche - plastica riempita di gas - materiale strutturale ultraleggero. Polieteri e poliesteri, isocianati, catalizzatori ed emulsionanti sono i materiali di partenza per la loro produzione. Le schiume poliuretaniche elastiche (PPU) hanno celle piene di gas chiuse e non comunicanti (plastica espansa) e celle comunicanti (plastica espansa). Viene spesso utilizzato il termine generale "schiume". La schiuma elastica contiene il 70% di pori comunicanti d'aria. Ha una densità di 25-29 kg/m 3, resiste bene alla decomposizione, sostanze utilizzate nel lavaggio a secco dei prodotti, la sua resistenza alla trazione è 0,07-0,11 MPa. La schiuma poliuretanica elastica viene utilizzata nella produzione di mobili imbottiti, sedili per auto, trattori e altri prodotti. La schiuma di poliuretano rigida viene utilizzata per la produzione di scocche di poltrone, elementi decorativi, come materiali termoisolanti e fonoisolanti. La plastica espansa riempita (PPU) si è diffusa negli ultimi anni. 4. Elastomeri Il termine "elastomeri" è stato introdotto per sostituire i nomi "gomme sintetiche" e anche "gomma naturale". Elastomeri i polimeri sono chiamati polimeri che hanno un'elevata elasticità in un ampio intervallo di temperature: la capacità di subire deformazioni reversibili significative (da diverse centinaia al 1000% o più) a carichi di azione relativamente piccoli. Il primo materiale elastico di questo tipo è stata la gomma naturale, che non ha perso importanza nella produzione di elastomeri, anche per prodotti medicali, grazie alla sua atossicità. La gomma si ottiene dal lattice (il succo lattiginoso dell'hevea brasiliana), costituito da più della metà di acqua, in cui sono disciolti il 34-37% di gomma, il 2-2,7% di proteine, l'1,65-3,4% di resina, l'1,5-4,92%. 50% di zucchero. Nelle piantagioni in cui la gomma naturale viene preparata come materia prima industriale, il lattice viene coagulato con acidi organici, arrotolato in fogli ondulati e affumicato in camere di fumo a una temperatura di +2,5 °C. Le sostanze costitutive del fumo svolgono il ruolo di antisettici e stabilizzanti dell'ossidazione della gomma. Tali fogli con uno spessore di 3-5 mm con un motivo superficiale di wafer sono chiamati "smoketsheet". Servono come la forma più comunemente usata di gomma da piantagione grezza.I dati di analisi elementare per la gomma purificata corrispondono alla formula empirica C8HXNUMX (isoprene). Gomme sintetiche (elastomeri) sono ottenuti per polimerizzazione da monomeri con la partecipazione di catalizzatori (acceleratori di processo). La prima gomma sintetica sovietica fu ottenuta da S. D. Lebedev dall'alcool tecnico. Attualmente vengono prodotti diversi tipi di gomme sintetiche (elastomeri), tra cui l'isoprene, che differisce poco dal naturale. Per i prodotti medici viene utilizzata gomma salossano (silicone), la cui catena polimerica principale è costituita da atomi di silicio e ossigeno. È resistente al calore e fisiologicamente inerte. Le materie prime per la produzione di gomme sintetiche sono petrolio, gas naturale e carbone. La trasformazione della gomma o di una miscela di gomma "grezza" in gomma elastica (materiale con le necessarie proprietà prestazionali) avviene mediante vulcanizzazione. La vulcanizzazione, come il trattamento termico di metalli e leghe, porta a un cambiamento nella struttura della gomma. Durante la vulcanizzazione, le molecole di elastomero vengono unite ("reticolate") mediante legami chimici in una rete tridimensionale spaziale, in conseguenza della quale si ottiene un materiale che presenta le necessarie proprietà elastiche e di resistenza (resistenza, elasticità, durezza, resistenza allo strappo, eccetera.). Il principale agente vulcanizzante è lo zolfo; vengono utilizzati anche tellurio e selenio. Più zolfo viene aggiunto alla gomma, più duro e meno elastico diventa l'elastomero. Nella produzione moderna, oltre ai vulcanizzanti, sono ampiamente utilizzati acceleratori organici, la cui presenza riduce la quantità di zolfo (fino al 2% anziché il 10%) e la temperatura di vulcanizzazione. Esistono degli ultra-acceleratori, grazie ai quali la vulcanizzazione procede a temperatura ambiente invece che a una temperatura di +130-150 °C. 5. Gomma Gomme di vario tipo e marca appartengono al gruppo dei materiali elastici - elastomeri. Le gomme si dividono in sagomate e non sagomate. La gomma non stampata comprende un ampio gruppo di cosiddette gomme grezze. Le gomme grezze vengono prodotte con i numeri (10, 11, 14, ecc.) sotto forma di lastre di diverso spessore, rivestite di talco (per evitare che si attacchino), oppure sotto forma di rotoli con una guarnizione in tessuto (da calico), che protegge anche la gomma dall'adesione. Crudo informe la gomma è ottenuta per vulcanizzazione da mescole di gomma realizzate sulla base di gomme sintetiche o naturali. Il principale agente vulcanizzante è lo zolfo, ma vengono utilizzati anche selenio e tellurio. A seconda dei marchi, la gomma grezza viene utilizzata per ottenere vari prodotti stampati con determinate proprietà. Ad esempio, dalla gomma grezza si ottengono diversi tipi di gomma per fogli tecnici: acido-alcalino, resistente al calore, resistente al gelo, alimentare, ecc. La gomma resistente al gelo mantiene le sue proprietà a temperature fino a -45 ° C. La gomma tecnica in foglio con uno spessore di 3-4 mm viene utilizzata per la produzione di guarnizioni di tenuta nei giunti flangiati di tubazioni che trasportano acqua fredda e la gomma con guarnizione in tessuto (realizzata in tessuto sintetico) viene utilizzata anche per il trasporto di acqua calda con temperature elevate a +100°C. Dalle gomme grezze si ottengono vari prodotti in gomma: giunti, anelli, valvole, guarnizioni varie, ecc., Utilizzando i seguenti metodi di stampaggio: pressatura, estrusione e stampaggio ad iniezione. Il processo di pressatura dei prodotti in gomma avviene in presse idrauliche di vulcanizzazione ad una pressione di 100-300 atm. e ad una temperatura di +140-160 °C. Nella produzione di mobili imbottiti è ampiamente utilizzata la gommapiuma, che è un materiale a base di gomma sintetica o naturale. Per la produzione di gommapiuma viene utilizzata una miscela di lattice, che viene conservata per 18-21 ore, schiumata e vulcanizzata, seguita dall'essiccazione. La gommapiuma viene prodotta sotto forma di lastre o elementi di arredo stampati. In termini di elasticità, elasticità, deformazione residua, la gommapiuma è un materiale ideale per i mobili imbottiti. Gommapiuma autoventilante e raffreddato facendo passare l'aria attraverso i pori comunicanti. Per ridurre il peso degli elementi di arredo in schiuma, sono realizzati con vuoti, ma per mantenere la capacità di sopportare carichi significativi, il volume dei vuoti non deve superare il 40% del volume dell'intero elemento. Le gomme destinate alla fabbricazione di singoli gruppi di prodotti sono soggette a requisiti aggiuntivi che garantiscono che i prodotti soddisfino il loro scopo funzionale e siano affidabili nel funzionamento. Attualmente, l'industria produce fogli di gomma di tre gradi: resistente al calore, al gelo, agli acidi e agli alcali (TMKShch); resistenza limitata all'olio e alla benzina (OMB); maggiore resistenza all'olio e alla benzina (PMB), a loro volta suddivise in base alla durezza della gomma utilizzata: morbida (M) per funzionamento a temperature da -45°C a +90°C; durezza media (C) - a temperature da -60 °C a +80 °C, durezza aumentata (P) - a temperature da -60 °C a +80 °C. 6. Sigillanti Sigillanti (sigillanti) sono utilizzati quasi ovunque: nell'edilizia, nel sistema abitativo e dei servizi comunali, nell'ingegneria meccanica, nella produzione di mobili, nella vita di tutti i giorni, durante vari lavori di riparazione. I sigillanti sono composizioni polimeriche sotto forma di paste, stucchi o liquidi che, dopo essere stati applicati sulla superficie, si addensano immediatamente o dopo qualche tempo a causa della vulcanizzazione della base polimerica. Per la preparazione dei sigillanti vengono utilizzate gomme sintetiche liquide e speciali additivi. L'industria produce vari tipi di sigillanti: facciate di edifici, sutura-tiokol e acrilato, gomma da costruzione-silicone, acrilico. Nella lavorazione del vetro, i sigillanti thiokol 7-30M e UT-31 sono utilizzati principalmente per sigillare giunti, che vengono vulcanizzati a temperature da +18 °C a +30 °C. Nel sistema abitativo e dei servizi comunali, il sigillante siliconico KLT-30 è ampiamente utilizzato per sigillare connessioni filettate operanti nell'intervallo di temperatura da -60 °C a +200 °C. Negli ultimi anni sono state importate in Russia molte marche di sigillanti prodotti da aziende estere: DAP, KVADRO, KIMTEC, KRASS. Rispetto ad altri materiali simili, i sigillanti hanno resistenza all'umidità, tenuta ai gas e durata. I sigillanti a base di poliisobutilene vengono utilizzati per sigillare giunti esterni tra elementi di edifici prefabbricati a pannelli di grandi dimensioni. I sigillanti, come la gomma, appartengono al gruppo degli elastomeri. I sigillanti tiokol più utilizzati, caratterizzati da versatilità. L'industria russa produce i seguenti marchi di sigillanti tiokol: 1) U-30M. Fornito completo come parte della pasta sigillante nera U-30, vulcanizzante n. 9 e acceleratore di vulcanizzazione - difenilguanidina, miscelati immediatamente prima dell'uso in un rapporto di 100: 7: 0,35 parti in massa. Progettato per sigillare giunti metallici (eccetto ottone, rame, argento) e altri giunti operanti in acidi e alcali diluiti, combustibili liquidi e aria in tutte le condizioni climatiche a temperature da -60 °C a + 130 °C; 2) UT-31 - pasta grigio chiaro U-31, vulcanizzante n. 9 e acceleratore di vulcanizzazione, utilizzato per sigillare metalli (tranne ottone, rame, argento) e altri composti operanti in aria e combustibili liquidi a temperature da -60 °C in su fino a +130 °C e fino a + 150 °C - per breve tempo all'aria; 3) 51-UT-36A (con adesivo) e 51-UT-36B (senza adesivo) - pasta di mastice grigio scuro U-36, resina epossidica E-40 (per 51-UT-36B) e sodio bicromo come vulcanizzatore ; utilizzato nella strumentazione. Per sigillare varie giunture, cuciture operanti a temperature da +200 °C a +300 °C, sono previsti sigillanti silossanici resistenti al calore realizzati sulla base di gomme silossaniche liquide. Le marche di nuovi sigillanti silossanici sono le seguenti: elastosil 11-01, silpen. VPT-2L, KL-4, KLT-30, KLSE, VGO-2, KLVAE, ecc. Vengono prodotti anche sigillanti resistenti al calore e ai carburanti a base di gomme contenenti fluoro dei seguenti gradi: VGF-1, VGF-2, 51-G-1 e altri CONFERENZA N. 13. Vetro. Materiali decorativi 1. Vetro: inorganico e organico In varie industrie, costruzioni e altri settori dell'economia vengono utilizzati vetri inorganici e organici. vetro inorganico suddiviso in tecnico, edile e domestico. A sua volta, il vetro da costruzione si divide in strutturale, di finitura, acustico e termoisolante. Per qualità della superficie il vetro è lucido e non lucidato, colorato e incolore. Secondo il metodo di indurimento - ordinario, ricotto, indurito e indurito con mezzi chimici o altro. A seconda del profilo, il vetro viene prodotto piatto, ondulato, curvato e profilato. Vetro inorganico l'edilizia ha trovato ampia applicazione nell'edilizia: per vetrate, aperture di luce nelle pareti, lanterne (nei tetti di vari edifici). Il vetro inorganico si ottiene raffreddando una massa fusa contenente pura sabbia di quarzo (silice), solfato di sodio e calcare. La più grande applicazione per serramenti di vetri e blocchi di porte, le partizioni hanno ricevuto lastre di vetro per finestre di 1 e 2 gradi. La densità di questo vetro è di 2000-2600 kg/mXNUMX 3, trasmissione della luce - 84-87%, bassa conduttività termica. L'industria produce anche vetro modellato in lastre di grado 1 e 2, incolore e colorato con disegno in rilievo; vetro lastra lucidato termicamente, vetro lastra colorato (rosso, blu, verde, giallo), liscio, colorato e incolore; con una superficie liscia, ondulata o modellata; non rinforzato e rinforzato con rete d'acciaio (sono disponibili 3 tipi: profilo a canale; profilo scatolare - con una o due aggraffature; profilo a coste); lastra di vetro rinforzata con rete metallica - incolore e colorata, liscia e ondulata, modellata. Vetro organico - prodotto di resine poliestere insature, polimero trasparente. È suddiviso in tecnico, strutturale, lamierato, illuminotecnico e orologio. Il vetro organico tecnico è un polimero plastificato e non plastificato (copolimero) di estere metilico dell'acido metacrilico, largamente utilizzato in varie industrie e nell'economia in genere. La norma prevede tre gradi di vetro TOSP - vetro organico tecnico plastificato; TOSN - vetro organico tecnico non plastificato; TOSS - vetro tecnico in copolimero organico. Proprietà fisiche e meccaniche del vetro tecnico organico: punto di rammollimento (a seconda dello spessore) - 92-130 °C, resistenza all'urto - 6-9 kJ/m 2 (6-9 kgf - densità a 20 ° C), trasparenza (con uno spessore fino a 30 mm) - 85-88%, ritiro da surriscaldamento a 40 ° C per 1 ora - 3,5-4%, carico di trazione a rottura - 60-80 MPa (600-800 kgf/cm 2), allungamento relativo a rottura - 2-2,5%. Il vetro organico strutturale è disponibile in tre gradi: SOL - vetro organico plastificato; ST-1 - vetro organico non plastificato e 2-55 - vetro copolimero. Questi gradi di vetro organico sono utilizzati come materiale strutturale nell'industria degli strumenti e dell'assemblaggio. 2. Sedute, vetri in metallo Vetroceramica (vetroceramica) - materiali vetroceramici a base di vetro, che differiscono da quest'ultimo per una struttura cristallina simile alla ceramica, ma con cristalli più piccoli (da frazioni a 1-2 micron) e loro impaccamento più denso, esclusa qualsiasi porosità del materiale. La vetroceramica viene prodotta fondendo una carica di vetro di composizioni speciali con l'aggiunta di cristallizzazione, raffreddando il fuso allo stato plastico e modellando i prodotti da esso utilizzando metodi di tecnologia del vetro (pressatura, soffiaggio, trafilatura). I prodotti stampati sono sottoposti a uno speciale trattamento termico per formare una struttura densa a grana fine, caratteristica della vetroceramica. I vetroceramici sono suddivisi nei seguenti gruppi in base alla loro composizione chimica: STL - spodumene; STM - cordierite; STB - boro-bario e boro-piombo, alto silicio, fotositali. I sital del marchio STL contengono litio, i marchi STM - magnesio. Le sedute possono essere trasparenti, opache, bianche, crema e colorate. Per proprietà le vetroceramiche si dividono in: chimicamente resistenti, resistenti all'usura, ottiche, elettricamente isolanti e resistenti al calore. La vetroceramica chimicamente resistente e resistente all'usura viene utilizzata per la produzione di camini, pistoni, parti di pompe chimiche, reattori e apparecchiature chimiche, dove sono richieste un'elevata resistenza al calore e impermeabilità gas-liquido. Nella produzione di fibre sintetiche, la vetroceramica resistente all'usura viene utilizzata per fili di filo e alcune altre parti di macchine tessili; inoltre, vengono utilizzati per realizzare strumenti per misurare le lunghezze e gli angoli di vari prodotti. Le vetroceramiche ottiche con TCLE (resistenza termica) vicino allo zero vengono utilizzate principalmente per la produzione di specchi astronomici e laser. Vetroceramica isolante elettrico per le loro proprietà elettriche, soprattutto alle alte temperature, vengono utilizzati per la fabbricazione di dispositivi e installazioni radio ed elettronici, vari dispositivi che funzionano in condizioni di temperatura e umidità variabili, nonché isolatori che funzionano in modalità ad alta tensione. Le vetroceramiche termoresistenti con TLCR vicino allo zero vengono utilizzate come materiali strutturali per dispositivi che operano a carichi termici variabili, nonché nella produzione di scambiatori di calore. occhiali di metallo hanno la stessa struttura di quella dei Si-tall, solo il rivestimento è metallico. Alcuni composti metallici vengono aggiunti alla composizione di base durante la produzione di tali vetri (che dipendono dallo scopo e dal campo di applicazione dei vetri metallici), dai quali, a una data temperatura in un'atmosfera speciale (mezzo di fusione), si ottiene un rivestimento metallico rilasciato sulla superficie della massa di vetro. Gli occhiali di metallo sono utilizzati principalmente nell'ingegneria elettrica. I vetri metallici vengono prodotti anche mediante spruzzatura a caldo su un materiale vetroceramico (ad esempio applicando uno strato di alluminio di 0,5-1 mm di spessore). Un tale rivestimento resiste a un rapido cambiamento di temperatura, nonostante la significativa differenza nelle TLC dell'alluminio e del materiale vetro-ceramico. 3. Modificazioni polimorfiche del carbonio e del nitruro di boro Trova largo impiego in vari rami dell'industria e, soprattutto, nell'ingegneria meccanica. nitrile di boro cubico (CBN) - modifica cubica cristallina del composto di boro con azoto, sintetizzato secondo la tecnologia insita nella produzione di diamanti sintetici. A causa della variazione dei fattori tecnologici, vengono prodotti vari tipi di nitruro di boro cubico: elbor, elbor-R, cubo-nit, ismite, esanite, ecc. Il nitruro di boro cubico e le sue varietà sono misurate in carati, la loro classificazione in base alla granulometria è vicino anche agli standard adottati per la lavorazione dell'acciaio e delle leghe a base ferro. Negli ultimi anni sono stati ottenuti policristalli di CBN fino a 12 mm di dimensione. Ampiamente utilizzati nell'ingegneria meccanica sono i materiali superduri ottenuti sulla base di nitruro di boro - elbor-R e ismit. In termini di proprietà di taglio e resistenza all'usura, sono molte volte superiori alle leghe dure cermet e alle ceramiche minerali. Le frese in CBN-R sono di due tipi: prefabbricate, in cui i grezzi in CBN sono montati in un inserto di transizione installato nel corpo della fresa, e solide, in cui i grezzi (ELBOR-R) sono attaccati direttamente al corpo dell'utensile versandoli con del liquido (metallo fuso. L'utilizzo di Elbor-R consente di garantire un'elevata produttività e pulizia della superficie trattata. L'uso più efficace di Elbor-R è durante la tornitura di acciai temprati invece della rettifica e durante l'alesatura di fori. Il materiale superduro ismite, ottenuto sulla base del nitruro di boro (modifica), ha una resistenza maggiore rispetto alle leghe dure durante la tornitura di acciai temprati. La modifica cristallina cubica del carbonio sono i diamanti: naturali e sintetici, che sono insolubili in acidi e alcali, hanno un'elevata durezza, sono usati per la fabbricazione di frese, tagliavetro, punte per misurare la durezza dei metalli, ecc. 4. Materiali compositi In vari settori dell'economia del paese, compresa l'edilizia, sono ampiamente utilizzati vari materiali compositi a base di legno frantumato: truciolare, fibra di legno, calcestruzzo di legno, fibra di legno, truciolare legato con cemento e composizioni adesive per legno. I pannelli truciolari sono realizzati mediante pressatura a caldo di particelle di legno miscelate con un legante. Tali lastre sono ampiamente utilizzate nella costruzione, nella produzione di mobili. Dimensioni delle lastre: lunghezza da 1830 mm a 5680 mm, larghezza - da 1220 mm a 2500 mm, spessore - da 8 mm a 28 mm. Secondo gli indicatori fisici e meccanici, i pannelli truciolari sono suddivisi in gradi: P-A e P-B - in base alla qualità della superficie con una superficie regolare e a grana fine; in base al grado di trattamento superficiale - lucido e non lucidato; secondo le proprietà idrofobiche - con resistenza all'acqua normale e aumentata; hanno uno svantaggio: bassa resistenza alla trazione perpendicolare agli strati. Tavole in fibra di legno sono realizzati utilizzando gli scarti della lavorazione del legno di conifere e latifoglie. A seconda della densità e della resistenza alla flessione del pannello, i pannelli in fibra di legno sono classificati in morbidi (M-4, M-12, M-20), semisolidi (PT-100), duri (T-350, T- 400), superduro - ( ST-500). In base alle loro proprietà tecniche, sono resi bio-, ignifughi, resistenti all'umidità e fonoassorbenti. Il pannello di fibra morbida viene utilizzato nell'edilizia come materiale per l'isolamento termico e acustico di pareti, tramezzi, soffitti, controsoffitti, ecc. Il pannello di fibra semiduro viene utilizzato per il rivestimento di pareti e soffitti in edifici residenziali e pubblici. I pannelli di fibra dura e super dura sono ampiamente utilizzati nella produzione di mobili (per le pareti posteriori dei mobili dell'armadio, le parti inferiori dei cassetti, ecc.), Nell'edilizia - per il rivestimento di pareti, soffitti, ecc. Tali pannelli sono prodotti con uno spessore di 2,5 -10 mm. I pannelli di fibra di media durezza vengono prodotti all'estero in grandi volumi con il marchio "MDF boards - Medium Density Firebrands" con uno spessore da 10 a 30 mm, per la produzione di mobili moderni in sostituzione del compensato e del legno naturale. Negli ultimi anni, nella costruzione sono stati ampiamente utilizzati vari prodotti in calcestruzzo di legno, realizzati con scarti di lavorazione del legno frantumati, un legante - cemento Portland, additivi - cloruro di calcio, vetro liquido, solfato di alluminio e calce. Arbolit Viene utilizzato per la produzione di pannelli per pareti, vari prodotti termoisolanti. Come strutture di recinzione nella costruzione di case in legno, masserie e vari fabbricati in aree rurali, tavole di cemento, realizzati con trucioli di legno, cemento Portland e additivi chimici. I piatti sono prodotti nelle seguenti dimensioni: 1200? 3600 mm, spessore 8-25 mm; la loro densità è compresa tra 1100-1400 kg/m 3, resistenza alla flessione - 9-12 MPa. Per la fabbricazione di contenitori stampati sono ampiamente utilizzati composizioni adesive per legno, costituito da legno frantumato e un legante - resine urea-formaldeide con un additivo - paraffina. 5. Materiali di rivestimento sintetici Nell'ultimo decennio, diversi materiali di rivestimento sintetici sono stati ampiamente utilizzati per decorare gli interni di uffici, locali vari e lavori all'aperto, che hanno sostituito lo scarso tranciato, inoltre hanno notevolmente semplificato la tecnologia di finitura, in particolare tale rivestimento materiali come film decorativi a base di adesivi e materiali polimerici (in ). Attualmente viene utilizzata la tecnologia per ottenere materiali cinematografici con l'imitazione dei pori "reali". Tale film dei marchi PDSO e DOP (senza uno strato adesivo) viene utilizzato per l'impiallacciatura di mobili, la decorazione d'interni di automobili. Il film PDO-A-020 viene utilizzato nell'industria aeronautica per la finitura delle cabine degli aerei. I film a base di materiali polimerici sono realizzati con composizioni di polivinilcloruro, polipropilene, poliestere, ecc. I suddetti film DOP e PDSO sono cloruro di polivinile (anche importato). Recentemente, i film di fluoruro di polivinile (PVF), che hanno buone proprietà prestazionali, sono stati utilizzati per impiallacciare vari prodotti in legno (pannelli per porte, mobili), nonché pareti e pannelli, elementi interni. Per questi scopi, oltre al film in PVF, vengono utilizzati film autoadesivi a base di un copolimero di cloruro di vinile e acetato di vinile di grado VA, prodotti da Skoch. Questi film sono prodotti trasparenti, colorati, con effetto metallizzazione. Molto richiesto tra i vari consumatori sono nastri adesivi protettivi tipi a base di polimeri LT-38, LT-50, che vengono utilizzati per proteggere il materiale del bordo dalle gocce di materiale di verniciatura durante la finitura dei pannelli. I nastri adesivi sono una base polimerica: un film spesso 35-50 micron, sul quale viene applicato un sottile strato adesivo. Nella produzione di controsoffitti, davanzali, porte, sanitari, laminati (una specie di materiale sintetico di rivestimento) vengono spesso utilizzati. Lamine sono laminati termorinforzati ottenuti pressando carta ad alta temperatura. La base di carta del laminato è impregnata di resina fenolica e gli strati esterni sono impregnati di melamina. I laminati sono resistenti all'usura, compatibili con gli alimenti, facili da pulire, non infiammabili, resistenti all'umidità. Per la tappezzeria di mobili sono ampiamente utilizzate le finiture di vari tipi di trasporto Ecopelle: pelle sintetica vinilica da tappezzeria, pelle vinilica monolitica porosa da tappezzeria, pelle sintetica monolitica porosa da tappezzeria, ecc. Anche le pelli artificiali sono molto richieste dai produttori di scarpe. Negli ultimi anni sono stati utilizzati nuovi materiali per decorare interni residenziali e pubblici: molto originali, con una varietà di disegni, pietre artificiali, che sono tavole acriliche minerali. Sono duri, come le pietre naturali, hanno una struttura diversa, sono resistenti all'abrasione e sono relativamente facili da lavorare. I film monolitici porosi vengono utilizzati anche per rivestire le superfici della facciata di mobili per camere da letto, armadi e mobili per bambini, con una superficie monolitica superiore e uno strato poroso inferiore (il suo spessore è 1,2-1,5 mm, larghezza - 600-1360 mm, lunghezza del rotolo - 30-50 metri). 6. Laminati decorativi Laminati decorativi sono utilizzati da molti anni per la finitura di locali residenziali, pubblici e industriali, interni di veicoli vari, per rivestire piani di lavoro di cucine, mobili sanitari e commerciali. Le materie plastiche di questo tipo hanno buone proprietà fisico-meccaniche e decorative, sono ben lavorate, resistenti alle alte temperature, agli urti e all'abrasione, all'azione dell'acqua, del vapore, nonché dei liquidi alimentari e domestici (tè, caffè, vodka, alcol, ecc.). d.). La densità della plastica DBS non è inferiore a 1,4 g/cm 3, carico di rottura in tensione - non inferiore a 63,6 MPa, in flessione - 98 MPa (per grado A - 17,6 MPa), assorbimento d'acqua non superiore al 4%, resistenza al calore - da + 120 a + 140 ° C. Le plastiche DBS sono suddivise in gradi A, B, C, a seconda della qualità della superficie frontale e dei parametri fisici e meccanici. La plastica di grado A viene utilizzata in condizioni operative che richiedono una maggiore resistenza all'usura, ad esempio per i piani dei tavoli. La plastica di grado B viene utilizzata in condizioni operative meno severe - per la finitura di superfici verticali. La plastica di grado B viene utilizzata come materiale ornamentale. Laminati decorativi (DBSP) sono fogli di carta compressa impregnati di resine termoindurenti. Nella produzione di DBSP, uno strato protettivo impregnato di resina melamminica-formaldeide viene applicato su uno strato decorativo di carta (monocolore o con un motivo). Per la produzione di una pellicola protettiva viene utilizzata cellulosa altamente raffinata da legno duro o cotone. DBSP è prodotto in un colore, vari motivi stampati a colori che imitano il legno prezioso, la pietra, il marmo, il tessuto, la pelle, ecc. Di proposito, queste materie plastiche sono suddivise in strutturali, facciate e modellate. I DBSP strutturali hanno uno spessore superiore a 1 mm, sono utilizzati in vari modelli. Di fronte alla plastica più elastici e hanno uno spessore fino a 1 mm, vengono utilizzati come materiale di finitura. A seconda delle condizioni operative, le superfici dei mobili e di altri tipi di pannelli in truciolare sono divise in due gruppi principali. Gruppo I - superfici di lavoro e frontali di mobili commerciali e altri mobili direttamente esposti all'ambiente esterno; Le plastiche DBS del gruppo II vengono utilizzate sulle superfici anteriori di cucine, bambini e altri mobili che non sono costantemente esposti all'umidità, al calore e ad altri fattori. I DBSP modellati sotto l'azione del calore e della pressione possono cambiare forma. Sono utilizzati per avvolgere parti sagomate con forme o angoli arrotondati complessi. Un foglio solido di plastica modellabile DBS è rivestito con la faccia e il bordo della parte: questa tecnologia è chiamata postformatura. Le plastiche DBS sono prodotte con una lunghezza di 400-3000 mm, una larghezza di 400-1600 mm e uno spessore di 1,0; 1,3; 1,6; 2,0; 2,5 e 3,0 mm. Retro in plastica spessa 1,0; 1,3 e 1,6 mm dovrebbero essere ruvidi. Per l'incollaggio della plastica DBS vengono utilizzati vari adesivi: PVA, bustilat, resina epossidica e mastici KN-2. CONFERENZA N. 14. Materiali isolanti 1. Classificazione dei materiali di isolamento termico Durante la costruzione di strutture industriali, le strutture civili, le comunicazioni di accompagnamento della fornitura di calore e acqua sono protette dagli effetti delle temperature negative con l'aiuto di vari tipi di materiali termoisolanti. Dividere i materiali di isolamento termico in: 1) costruzione; 2) polimerico. costruzione materiali di isolamento termico per struttura ci sono: 1) fibroso; 2) cellulare; 3) granulare. E a seconda materia prima: 1) inorganico (vetro espanso, calcestruzzo alleggerito con riempitivi, lana minerale); 2) organico (plastica espansa, plastica a nido d'ape, fibrolite, fibra di legno e lastre di torba, ecc.); 3) polimerico. Su forma e aspetto i materiali per l'isolamento termico si dividono in: 1) pezzo (lastre, semicilindri, blocchi, mattoni leggeri, ecc.); 2) arrotolati e cordati (trecce, stuoie, corde); 3) sciolti e sciolti (lana di vetro e minerale, sabbia perlite, ecc.). Su rigidità i materiali per l'isolamento termico si dividono in: 1) rigidità dura e aumentata; 2) rigido; 3) semirigido; 4) morbido. Su conducibilità termica sono divisi in tre classi: 1) A - bassa conducibilità termica; 2) B - medio; 3) B - aumentato. L'indicatore principale dei materiali di isolamento termico è il coefficiente di conducibilità termica, che per la maggior parte di essi è compreso tra 0,02 e 0,2 W / m? °C. Su infiammabilità vengono prodotti materiali per l'isolamento termico: 1) ignifugo; 2) combustione lenta; 3) combustibile. Polimero i materiali per l'isolamento termico si dividono in: 1) rigido, con una resistenza alla compressione di 5 sz = 0,15 MPa; 2) semirigido; 3) elastico con 5 sz = 0,01 MPa. I materiali di isolamento termico polimerico per scopi di costruzione sono durevoli, hanno un'ampia gamma di caratteristiche di deformazione, chimicamente e resistenti all'acqua. 2. Tipi di materiali per l'isolamento termico e acustico Per l'isolamento termico di tubazioni con un diametro di 15-25 mm e le corrispondenti valvole di intercettazione, è ampiamente utilizzato un tessuto cucito su tela da fibre di vetro di scarto dei gradi KhPS-T-5,0 e KhPS-T-2,5, è progettato per una temperatura massima di +450°C, ha una densità media di 400-500 kg/m 3, conducibilità termica - 0,053 W/(m × °С), progettato per temperature fino a + 300 °C, ignifugo. I materassini in fibra di vetro su un legante sintetico marca MT-35 sono progettati per l'isolamento termico di tubazioni con un diametro da 57 a 426 mm, hanno una densità media di 60 kg/m 3, conducibilità termica 0,047 W/(m × °C), temperatura massima di applicazione +180 °C, ignifugo. Il cavo termoisolante in lana minerale di grado 200 viene utilizzato per isolare tubazioni con un diametro fino a 108 mm compreso e le valvole di intercettazione, rispettivamente, hanno una densità di 220 kg / m 3, conducibilità termica 0,056 W/(m × °С), temperatura massima di applicazione da +150 °C a +600 °C, in guaina in fibra di vetro ignifuga, negli altri casi - ignifuga. Negli ultimi anni, i materiali termoisolanti in fibra di vetro URSA sono stati ampiamente utilizzati in Russia. I prodotti URSA sono utilizzati nella costruzione di tutti i tipi di edifici, per l'isolamento di apparecchiature e condutture, veicoli. Prodotto sotto forma di rotoli, lastre con una densità di 13-75 kg/m 3 e materassini con una densità di 10-25 kg/m 3, 40-140 mm di spessore. Al momento, il materiale termoisolante di fabbricazione russa è molto richiesto da vari consumatori. Questo materiale è composto da schiuma di polietilene e rivestimento in lamina di alluminio lucidato, ha una bassa conduttività termica, un'elevata resistenza alla diffusione del vapore acqueo; utilizzato per l'isolamento di pareti, pavimenti, per l'isolamento di tubazioni, serbatoi e valvole negli impianti di approvvigionamento idrico e di riscaldamento, ecc. La russa JSC "Kineks" produce polistirene estruso "foam-plex" utilizzando la tecnologia italiana - polistirene con una struttura cellulare omogenea chiusa. In termini di proprietà di isolamento termico, questo materiale supera di 5-10 volte il calcestruzzo espanso in argilla e il calcestruzzo espanso, 2-3 volte la lana di vetro e i pannelli in fibra minerale, ha una densità da 30 a 45 kg / m 3, le lastre hanno una larghezza di 600 mm e una lunghezza da 1 a 4,5 me uno spessore da 30 a 100 mm; viene utilizzato per l'isolamento termico di tetti, pavimenti, scantinati di edifici residenziali e pubblici, piscine, ecc. Per l'isolamento acustico vengono utilizzate schiume elastiche di cloruro di polivinile di PVC-E, vinylopor, D, M e C, che hanno aperto porosità cellulare. Il polistirene espanso semirigido e il vinipor PZh vengono utilizzati per la produzione di prodotti profilati con proprietà fonoassorbenti. I materiali insonorizzanti sono anche: schiuma PE-2, schiuma PE-5 e PE-7; sono utilizzati anche per l'isolamento termico. I materiali e i prodotti da costruzione fonoassorbenti e insonorizzati possono essere gli stessi materiali utilizzati per l'isolamento termico: lana di vetro, lana minerale, plastica espansa di vario tipo e marca. 3. Materiali impermeabilizzanti Nell'edilizia, nel sistema abitativo e dei servizi comunali, sono ampiamente utilizzati vari materiali impermeabilizzanti, progettati per proteggere strutture edilizie, edifici e strutture dagli effetti dannosi dell'acqua e dei liquidi chimicamente aggressivi - alcali, acidi, ecc. Su appuntamento i materiali impermeabilizzanti si dividono in antifiltrazione, anticorrosione (metallo), pitture e vernici, smalti per vetro, film di ossido, gomma, plastica e lubrificanti bituminosi e sigillanti (paste, stucchi o soluzioni). I materiali impermeabilizzanti in base al tipo di materiale di base sono: asfalto (bitume, mastice bituminoso), minerale (cementi, leganti magnesiaci, dolomite, leganti calce-nefelina, ecc.) e metallo. Nell'edilizia e nei sistemi abitativi e di pubblica utilità trovano largo impiego i seguenti materiali impermeabilizzanti: film (polietilene, polipropilene e altri, in particolare "PIL" - film isolante con strato adesivo), trainati e sotto forma di lastre (poliisobutilene, gomma ), mastice (bitume, poliisobutilene) e laminati (glassine, feltro per tetti, materiale per tetti). I materiali impermeabilizzanti in mastice e laminati sono realizzati su base artificiale e sulla base di materiali naturali, stoppa e film - solo su base polimerica. Un buon materiale impermeabilizzante a base di leganti organici sono bitume. Il bitume naturale è una sostanza nera, inodore, si ammorbidisce a una temperatura di + 35-90 ° C e si indurisce nuovamente una volta raffreddato. Il bitume artificiale si ottiene per distillazione di bitume naturale (catrame residuo) o dalla raffinazione di oli usati (catrame di recupero). Sulla base del bitume viene preparato il mastice RB (bitume di gomma), che è un buon materiale impermeabilizzante. Prima di applicare i rivestimenti impermeabilizzanti sulle pareti, le fondazioni vengono impermeabilizzate con malte cementizie (utilizzando cemento resistente ai solfati) con l'aggiunta di ceresite, vetro liquido, alluminato di sodio. È stata trovata la massima applicazione nella prestazione dell'impermeabilizzazione di varie strutture edilizie materiali polimerici della pellicola, che producono quattro gradi: "T" - per l'impermeabilizzazione durante la costruzione di strutture temporanee, rifugi protettivi; "B" e "B" 1"- per l'uso nella bonifica impermeabilizzante e negli impianti idrici; "M" - per impermeabilizzazione tecnica. I film impermeabilizzanti in polietilene sono prodotti con uno spessore di 0,015-0,5 mm, una larghezza di 800-6000 mm, una lunghezza superiore a 50 m, un densità di 910-929 kg / m 3. I costruttori sono molto richiesti per film di cloruro di polivinile per usi generali (gradi "OH") e per impermeabilizzazione (gradi "P") I film speciali per impermeabilizzazione di grado "P" hanno le seguenti caratteristiche: spessore 0,03-0,27 mm, larghezza - 15 g /M 2, assorbimento d'acqua - 0,5%; resistenza alla trazione - 8-19 MPa. Quando si esegue l'impermeabilizzazione del tetto, di norma, in base alla tecnologia, nel complesso vengono utilizzati materiali impermeabilizzanti: bitume, mastici bitume di gomma, film ruberoid del marchio "P", idroisolo. 4. Materiali isolanti elettrici Nel contesto dell'elevata prevalenza di vari impianti elettrici in quasi tutte le industrie e nell'economia del paese nel suo insieme, i materiali isolanti elettrici sono stati ampiamente utilizzati. La caratteristica più importante dei materiali isolanti elettrici è la loro elevata resistenza elettrica. materiali isolanti elettrici suddiviso in: gassoso (aria, gas vari); liquido (oli vari e liquidi organosiliconi) e solido - di origine organica (resine, plastiche, paraffine, cere, bitumi, legno) e inorganico (mica, vetro, ceramica, ecc.). Un tale materiale isolante elettrico come la mica appartiene al gruppo dei minerali che formano le rocce, i cosiddetti fogli di alluminosilicati. La mica, come materiale isolante elettrico, è divisa in due tipi: densità flogopite - 2700-2850 kg / m 3 e durezza, su scala mineralogica 2-3 e densità di biotite - 2700-3100 kg / m 3, durezza, su scala mineralogica 2,5-3. I materiali isolanti elettrici più diffusi creati per sintesi organica. Questi materiali sono caratterizzati da proprietà elettriche, fisico-chimiche e meccaniche predeterminate. I materiali isolanti elettrici includono il fluoroplasto-4, un prodotto della polimerizzazione del tetrafluoroetilene, che viene prodotto sotto forma di polvere o lastre bianche facilmente agglomeranti. Fluoroplast-4, a seconda dello scopo, è suddiviso nei seguenti gradi: "P" - per la produzione di film isolanti elettrici e condensatori; "PN" - per la produzione di prodotti elettrici con maggiore affidabilità. Per la fabbricazione di vari prodotti elettrici vengono spesso utilizzati copolimeri di poliammide fusi gradi AK-93/7, AK-85/15 e AK-80/20 - prodotti di policondensazione congiunta di sale "AG" e caprolattame. I copolimeri fusi di poliammide hanno una costante dielettrica a 10 6 Hz dopo una permanenza di 24 ore in acqua distillata 4-5, e la resistenza elettrica superficiale specifica (nello stato iniziale) è 1 × 10 14 -1×10 15 Ohm × cm Per molti anni, la poliammide 610 fusa, un prodotto di policondensazione di un sale di esametilendiammina e acido sebacico, è stata utilizzata per la fabbricazione di prodotti isolanti elettrici. I prodotti sono ottenuti per stampaggio ad iniezione utilizzando poliammide 610 sotto forma di granuli bianchi e giallo chiaro di dimensioni 3-5 mm. La poliammide 610 ha le seguenti caratteristiche: resistenza elettrica di volume specifico - non inferiore a 1 × 10 14 Ohm × cm, resistenza elettrica - non inferiore a 20 kV/mm. I materiali isolanti elettrici includono aminoplasti utilizzati per diversi decenni - pressatura di masse di urea e melamina-formaldeide ottenute sulla base di resine amminiche (prodotti di condensazione termoindurenti di formaldeide con carbammide, melamina o loro combinazione) utilizzando riempitivi (organici, minerali o loro combinazioni). Le aminoplastiche sono prodotte in diversi gradi MFB - illuminazione, MFV - con maggiori proprietà di isolamento elettrico, che hanno una resistenza elettrica del volume specifico di 1 × 10 11 -1×10 12 Ohm × cm 5. Lubrificanti In accordo con la norma, i lubrificanti sono classificati per origine, stato fisico, presenza di additivi, per scopo, per temperatura di applicazione. Per origine o materia prima i lubrificanti si dividono in: 1) lubrificanti minerali, che si ottengono miscelando idrocarburi di origine minerale allo stato naturale oa seguito della loro lavorazione; 2) lubrificanti petroliferi - olio purificato ottenuto sulla base di materie prime petrolifere; 3) lubrificanti sintetici - materiali ottenuti per sintesi; 4) lubrificanti vegetali - materiali di origine vegetale; 5) lubrificanti animali ottenuti da materie prime di origine animale. Per condizione fisica I lubrificanti si dividono in gassosi, liquidi, plastici e solidi. Su appuntamento i lubrificanti si dividono in: 1) motore, progettato per motori a combustione interna (carburatore, diesel, aeronautico, ecc.); 2) trasmissione utilizzata nelle trasmissioni di trattori, automobili, semoventi e altre macchine; 3) industriale, destinato principalmente alle macchine utensili; 4) idraulico, utilizzato negli impianti idraulici di varie macchine; 5) speciale - compressore, strumento, cilindrico, isolante elettrico, vuoto, ecc. In base alla temperatura di applicazione tra i suddetti lubrificanti vi sono: a bassa temperatura (per unità con temperatura non superiore a +60°C) - strumentali, industriali e simili; media temperatura, utilizzata a temperature da +150 a +200 ° C, - turbina, compressore, cilindro e simili; ad alta temperatura, utilizzato in unità che sono esposte a temperature fino a +300 °C e oltre. Attualmente, i principali lubrificanti sono oli minerali e lubrificanti derivati da materie prime petrolifere, grassi e fluidi da taglio. Le principali funzioni che i lubrificanti devono svolgere se utilizzati in unità di assemblaggio di meccanismi, motori di varie macchine: ridurre l'usura delle superfici di sfregamento delle parti; ridurre la forza di attrito tra le superfici di accoppiamento per aiutare a ridurre le perdite di energia improduttive; prevenire lo sfondamento della miscela di lavoro e dei prodotti della combustione nel carter, ovvero migliorare la compressione del gruppo cilindro-pistone, ecc. Tutti gli oli minerali secondo il metodo di produzione e composizione suddivisi in quattro gruppi: oli distillati, residui, miscelati e additivi. L'industria nazionale produce i seguenti oli motore: per motori diesel - M-8-V 2, M-8-G 2, M-8-G 2 K e così via; per motori a carburatore - M-8-A, M-8-B, M-12-G 1 eccetera. Negli ultimi anni, molti oli motore importati sono apparsi nel commercio al dettaglio: ESSO, TEBOIL, MOBIL, CASTROL, ecc. L'industria russa produce vari grassi: antifrizione (olio solido, litolo); multiuso; ad alta temperatura (CIATIM-221S, PFMS-4S, ecc.), a bassa temperatura (CIATIM-201, ZhRO, UNIOL-3M, ecc.) e una serie di altre applicazioni speciali. 6. Tipi di materiali di copertura I materiali utilizzati per la copertura di edifici di vario tipo si suddividono in: laminati (materiale di copertura, catrame, glassine, ecc.), pezzatura o lamiera (tegole, tegole, ardesia, ecc.) e mastice (bituminoso, catrame, gomma - "RBC" e mastici polimerici). In base al tipo di materie prime, i materiali di copertura sono suddivisi in organico - feltro per tetti, feltro per tetti, tegole in legno, tes, ecc. e metallo - acciaio per coperture zincato e non zincato. Per tipo di componenti costitutivi (leganti o leganti) - su bituminoso (materiale di copertura, materiale di copertura in vetro, glassine), catrame (solo copertura), polimero - mastici gomma-bitume, bitume-polimero, polimero, ecc. Negli ultimi anni, varie tipologie di appartamento e cartone ondulato, piastrelle e fogli; laminati, materiali sintetici, compresi quelli a base di poliisobutilene, polietilene, resine epossidiche e fenoliche. Inoltre, sono attualmente in uso nuovi efficaci materiali bituminosi per coperture e impermeabilizzanti e bitume-polimero del tipo assemblato su sottofondi non deteriorabili. I nuovi materiali bitume-polimero su basi forti ed elastiche includono: isoplast, bicroplast, dneproflex, rubemast, filisol, ecc. Il vantaggio di questi materiali è che sono rivestiti su entrambi i lati con un legante bitume-polimero costituito da bitume, additivi polimerici e riempitivo. Finora come materiale di copertura nell'edilizia rurale, insediativa e in parte urbana viene utilizzata la tegola in terracotta (tegola) o con soluzioni di cemento e sabbia di consistenza rigida (tegola). Tali piastrelle sono durevoli e resistenti al fuoco, ma fragili e pesanti, poiché hanno un'alta densità. Negli ultimi anni, le tegole metalliche per tetti, prodotte dall'azienda finlandese RANNILA STEEL, sono state utilizzate come materiale di copertura. Queste tegole sono realizzate in acciaio zincato a caldo da 0,5 mm con un rivestimento polimerico colorato che resiste alla luce solare e alle fluttuazioni di temperatura. Allo stato attuale è apparso un nuovo materiale di copertura originale: tegole bituminose, prodotte dalla società bielorussa Poleznaya Kompaniya TM. Questa tegola è studiata per la copertura di tetti a falda, realizzata in bitume ossidato rinforzato con fibra di vetro. Un'altra novità bielorussa è una piastrella in cemento polimerico, che è assolutamente impermeabile, in termini di durata e resistenza al gelo corrisponde ad almeno 50 anni di funzionamento. Quando si posano materiali di copertura laminati, vengono utilizzati mastici a freddo polimerici e bitume-polimero: gradi MBK - gomma butilica a base di gomma butilica; marchio BLK - bitume-lattice - a base di prodotti bituminosi di scisto. L'uso dei mastici elencati semplifica il processo di installazione di un tetto con impermeabilizzazione. 7. Materiali di rivestimento e loro applicazione Nella costruzione moderna, un'ampia varietà di materiali di rivestimento è ampiamente utilizzata per migliorare le qualità operative e decorative di edifici e varie strutture. I materiali di rivestimento sono in ceramica, plastica, vetro, pietra naturale, cemento amianto e malte speciali. Nell'ultimo ventesimo secolo I materiali di rivestimento più comuni erano piastrelle di vetro e ceramica, lastre di conchiglia, marmo, granito e tufo vulcanico. All'inizio del XXI sec. apparve e iniziò ad essere ampiamente utilizzato come materiale di rivestimento pannelli di plastica su base plastica (PVC). Questi pannelli sono utilizzati in locali residenziali e uffici, per la finitura di ambienti con elevata umidità. Tali pannelli hanno molti vantaggi: durata; non deformare; hanno una resistenza all'umidità del 100%, non richiedono cure particolari e sono facili da pulire; realizzato con materiali ecocompatibili. Attualmente sono molto richiesti tra i vari consumatori fogli goffrati di rivestimento in cloruro di polivinile, progettato per la finitura di pareti e soffitti nei locali di edifici pubblici e industriali (ad eccezione delle istituzioni mediche e per bambini). Questi fogli sono composti da quattro tipi: 1) monostrato monocolore; 2) multicolor a strato singolo; 3) un colore a due strati; 4) multicolore a due strati. Tutti i tipi di fogli hanno una lunghezza da 300 a 2000 mm, una larghezza da 300-1000 mm, uno spessore da 0,4-2 mm; vari disegni in rilievo, con superficie frontale liscia o goffrata. Negli ultimi anni, per la decorazione d'interni di pareti e controsoffitti di edifici con un'umidità relativa non superiore al 60%, sono stati ampiamente utilizzati lastre decorative di fosfogesso, che sono costituiti da un legante di gesso ottenuto dalla lavorazione in autoclave del fosfogesso. Alla fine del XX sec. iniziò a produrre un materiale di finitura molto originale - carta da parati di vetro con effetto idrorepellente e fonoassorbente, implementati dalla società Alaksar (Mosca). Questa carta da parati è resistente, facile da pulire, non sbiadisce, ha 20 tipi di bellissimi motivi; sono stati utilizzati per diversi anni in Svezia e sono molto richiesti. Ha vinto una grande popolarità in Europa e in Russia soffitti tesi, controsoffitti di vari materiali: film, fibra di vetro, pannelli di lana minerale, polistirolo, pannelli di alluminio. Soffitti con film estensibile utilizzato nella decorazione di appartamenti, uffici, bar, ristoranti, piscine, ecc. Soffitti in fibra di vetro hanno un buon assorbimento acustico, mentre l'effetto eco è ridotto, quindi vengono utilizzati per rifinire ambienti di grandi dimensioni - sale riunioni, sport, negozi, ecc. Il materiale di finitura più popolare - carta da parati vari tipi - carta da parati schiumata, vinilica, serigrafica, duplex e semplice - carta. Novità degli ultimi anni: lastre sottili smalto vitreo con un motivo multicolore e una base autoadesiva - utilizzato per il rivestimento delle pareti. Questo materiale è stato chiamato "onliglas", prodotto dall'azienda spagnola "Tres Estilos". CONFERENZA N. 15. Adesivi 1. Classificazione degli adesivi e relativi requisiti In vari settori dell'economia sono ampiamente utilizzati vari materiali adesivi, realizzati sulla base di adesivi naturali (naturali) o sintetici. adesivi naturali si suddividono in adesivi di origine animale, vegetale e minerale. Le materie prime per gli adesivi di origine animale sono: tessuti, ossa, sangue e latte di animali. Dalle materie prime indicate si ottengono colle glutinose, caseine, albumina. Le materie prime per gli adesivi di origine vegetale sono: proteine di semi di legumi, amido, resine naturali, gomma, destrina. Adesivi minerali - silicato, asfalto, bituminoso. Le resine sintetiche sono la materia prima per la produzione di adesivi sintetici. Gli adesivi sintetici sono soluzioni di polimeri naturali modificati o sintetici in acqua o alcol. Per reattività, gli adesivi si dividono in termoindurenti, termoplastici e adesivi a dispersione. A loro volta, gli adesivi termoindurenti si dividono in: melamminici, epossidici, resolo, poliuretano, poliestere, urea-formaldeide, fenolo-formaldeide. К adesivi termoplastici includono: pelle, ossa, adesivi hot melt, nitrocellulosa, acetato di polivinile, cloruro di polivinile, ecc. Adesivi in gomma assegnato a una classe indipendente di materiali adesivi. Questi includono adesivi in lattice e gomma. Gli adesivi sono ampiamente utilizzati nella produzione di mobili, nella fabbricazione di scarpe e nell'edilizia. Nella costruzione, gli adesivi vengono utilizzati per il fissaggio di vari materiali di finitura, per strutture edili. Vari adesivi sono utilizzati nell'industria aeronautica e automobilistica, nella decorazione di vagoni ferroviari e metropolitane. Gli adesivi sono monocomponenti, forniti già pronti, e multicomponente, che vengono preparati principalmente al momento del consumo (in particolare colla epossidica). I materiali adesivi sono suddivisi in base ai materiali da incollare: scarpa - per incollare pelle, gomma, sostituti della pelle; per incollare metalli e non metalli; tessuti termoisolanti e loro incollaggio ad altri materiali; polimeri, per l'incollaggio del legno, nella produzione di compensato, ecc. Tutti gli adesivi sono soggetti ai seguenti requisiti: garantire un'elevata resistenza dei giunti adesivi; elevata stabilità e vitalità durante lo stoccaggio; elevata umidità, resistenza all'acqua; non tossicità; mantenimento della resistenza meccanica nel tempo. Nella produzione di mobili, la resistenza del giunto adesivo viene determinata testando il giunto adesivo durante la scheggiatura.In conformità con le specifiche per la produzione di mobili, i materiali adesivi devono fornire una resistenza al taglio lungo lo strato adesivo allo stato secco quando sono rivolti almeno 1 MPa, in altri casi - almeno 2 MPa. Resistenza all'acqua degli adesivi - il requisito più importante per quasi tutti gli adesivi. Secondo questo indicatore, gli adesivi sono suddivisi in impermeabili, maggiore resistenza all'acqua, resistenza all'acqua limitata e non resistenti all'acqua. Gli adesivi impermeabili sono principalmente sintetici, limitatamente impermeabili - caseina, non impermeabili - glutinosi. 2. Adesivi sintetici termoindurenti Adesivi sintetici termoindurenti sono polimerizzati mediante policondensazione o reazioni di polimerizzazione a temperature relativamente elevate (fino a +100 °C) nella maggior parte dei casi. Nell'industria della lavorazione del legno e nella produzione di mobili, gli adesivi per incollaggio a caldo a base di urea-formaldeide dei seguenti gradi sono ampiamente utilizzati: KF-Zh nella produzione di mobili; adesivi simili KF-B (indurimento a +100 °C per 25-40 s), adesivo carbammidico-doformaldeide importato "Kleiberit 871" prodotto dalla società tedesca Kleiberit pressatura a caldo per l'incollaggio di compensato e facce frontali. Gli adesivi a polimerizzazione a caldo includono adesivi dei seguenti marchi: VK-32-EM, D-15, D-23, D-43, utilizzati per incollare metalli e confezioni di vetro. Nella produzione e costruzione di mobili vengono utilizzati adesivi termoindurenti sintetici, come ad es fenolo-formaldeide и resorcinolo formaldeide. Questi adesivi vengono utilizzati in modalità di polimerizzazione a freddo oa caldo con una temperatura di riscaldamento di +60-80 °C. Questi includono adesivi dei marchi SFZh, FR-12, FR-100, DFK-1AM, ecc. Gli adesivi elencati sono utilizzati nella produzione di mobili quando si incollano legno con metalli e plastica, nella costruzione nella produzione di porte, blocchi di finestre, ecc. .; il loro tempo di indurimento a una temperatura di +20 ° C - da 5 a 25 ore. Ampiamente usato in vari settori adesivi fenolo-polivinilacetato BF-2, BF-4, BF-6: BF-2 e BF-4 incollano legno, polistirolo, metalli, vetro, ceramica. Sono molto richiesti tra i diversi consumatori adesivi epossidici fenolici gradi FE-10 e FR-10, utilizzati per l'incollaggio di metalli, plastiche varie e altri materiali in strutture che operano a temperature fino a +250 °C. Fornisce un'elevata forza di adesione, umidità e resistenza chimica adesivi epossidici realizzato sulla base di resine dianova, ED-20, ED-22, ED-16 ed E-40; nonché adesivi dei gradi K-160, K-176 a base di resina epossidica modificata, utilizzati per l'incollaggio di materie plastiche; incollaggio di elementi in legno e plastica su superfici laccate. Sulla base della resina epossidica modificata, vengono realizzati adesivi PED e PED-6, che vengono utilizzati per incollare il legno con la plastica, fissando la plastica di cloruro di polivinile alla superficie di strutture edili in metallo e cemento armato. L'industria russa produce alta qualità adesivi poliuretanici gradi PU-2, PU-2M, PU-UV, VK-5 VK-11, che vengono utilizzati per incollare vetro, ceramica, legno, metalli, plastica rinforzata, vari materiali polimerici. L'azienda tedesca Kleiberit produce l'adesivo PU-501, molto richiesto per la sua massima efficienza nell'incollaggio di pannelli da costruzione minerali, materiali ceramici, incollaggio a strati di legno, ecc. La stessa azienda produce un adesivo poliuretanico bicomponente PU per la pressatura della membrana , mentre ha una maggiore resistenza al calore, all'umidità e al vapore. 3. Adesivi termoplastici sintetici Oltre agli adesivi termoindurenti, in vari settori dell'economia, tra cui l'edilizia e la produzione di mobili, sono ampiamente utilizzati adesivi termoplastici sintetici, che vengono utilizzati sotto forma di dispersioni, soluzioni e adesivi hot melt: quando si incollano polistirene espanso, parti in legno con polivinile schiuma di cloruro; nella produzione di tutti i tipi di lavori di finitura. La differenza tra adesivi termoplastici e adesivi termoindurenti è che mantengono la struttura lineare delle catene di macromolecole nel sistema adesivo e l'incollaggio avviene senza reazioni chimiche. Adesivi termoplastici sono divisi in polivinilacetato, adesivi hot melt, cloruro di polivinile, metinol poliammide, polimetilmetacrilato, nitrocellulosa Lo svantaggio di questi adesivi è la loro bassa resistenza al calore: a una temperatura di +40 ° C iniziano ad ammorbidirsi ea + 60-70 °C la forza del giunto adesivo diminuisce bruscamente. L'adesivo in polivinilacetato sotto forma di dispersioni è prodotto con i seguenti marchi: PVA, D 50 N, D 5 ° C, D 50 V, ecc. La colla PVA più comune, utilizzata nella produzione di mobili e nella vita quotidiana per l'incollaggio di pellicole materiali di finitura su varie superfici, incolla prodotti in legno, carta, cartone, vetro, porcellana, pelle, ecc. Per molti anni, tale colla sintetica come CMC - sodio carbossimetilcellulosa tecnica, sale sodico dell'acido glicolico di cellulosa, ottenuta facendo reagire cellulosa alcalina con monocloroacetato di sodio o acido monocloroacetico, è stata utilizzata in grandi volumi nell'edilizia e nella vita di tutti i giorni, ad es. CMC - un prodotto della lavorazione chimica della pasta di legno. I vantaggi del CMC utilizzato come legante sono i seguenti: si mescola bene con i pigmenti, non ne cambia il colore, così come con l'amido, la destrina; emulsiona l'olio essiccante e alcune vernici; ha stabilità biologica (quasi non marcisce). Negli ultimi anni, nella produzione e costruzione di mobili sono stati utilizzati vari adesivi termoplastici sintetici ad alte prestazioni prodotti dall'azienda tedesca IGeiberit, dei seguenti marchi: "Kleiberit 303" - a base di dispersione di polivinilacetato, progettato per l'incollaggio (a caldo e a freddo) legno duro e tropicale, pannelli laminati, giunzioni a spillo; colla di montaggio "Kleiberit Euroleim-300" - applicazione universale, a base di dispersione di polivinilacetato; utilizzato per incollare custodie, pannelli laminati, pannelli MDF, ecc.: adesivi "Tempo-305", "Tempo-332", "Tempo-338", "Tempo-347" - tutti a base di dispersione di acetato di polivinile; utilizzato per l'incollaggio di strati di plastica polimerica laminata, laminati. La stessa azienda (Kleiberit) produce adesivi hot melt di alta qualità di diversi gradi: SK-774.4; SK-774.8; SK-777; SK-779.6; SK-779.7; SK-782.1 (tutto sotto forma di granuli). Rammolliscono a temperature da +105 °C a +115 °C; applicato a temperature da +200 a +240 °C; sono utilizzati nella produzione di mobili per l'incollaggio di impiallacciature, elementi decorativi, materiali per pellicole, per il rivestimento di parti di profili e bordi. 4. Adesivi in gomma Nella produzione di edilizia, calzature e mobili da molti anni tra la fine del XNUMX° e l'inizio del XNUMX° secolo. adesivi in gomma ampiamente utilizzati, fabbricati sulla base di lattici naturali o sintetici e soluzioni a base di mescole di gomma. I più comuni sono gli adesivi in lattice a base di un copolimero di divinile con metilmetacrile e policloroprene - gradi KL-1, KL-2, KL-3, che vengono utilizzati per rivestire parti di pannelli con impiallacciatura di legno, pellicole a base di carta e cloruro di polivinile. Per molti anni il noto adesivo "Bustilat" è stato utilizzato nelle costruzioni, contenente fino a 41 parti in massa di lattice SKS-65 GP; si applica su un adesivo di linoleum, materiali tessili e molti altri materiali. Adesivi in lattice buona adesione di vari materiali con superfici porose. Nella produzione di calzature e mobili, così come nella vita di tutti i giorni, gli adesivi in gomma sono utilizzati in un vasto assortimento e quantità, ottenuti sulla base di soluzioni di gomme naturali e sintetiche in solventi organici. A questi adesivi vengono aggiunti vari modificatori, antiossidanti, plastificanti, indurenti. I solventi sono acetone, acetato di etile, toluene, metil etiketone, ecc. Questi adesivi vengono utilizzati per incollare schiuma poliuretanica, gomma spugnosa tra loro, nonché per incollare su legno, cartone, fibra di legno e altri materiali. Nella produzione di scarpe, quando si riparano scarpe in officine, atelier ea casa, così come nella produzione di mobili, gli adesivi nairite vengono utilizzati costantemente e in grandi quantità. Gli adesivi nairite di qualità più utilizzati (per molti anni): 88N, 88NP 88NP-35 e NT, utilizzati nel metodo di incollaggio a freddo. Gli adesivi più comuni e più utilizzati sono 88N e 88NP, progettati per incollare vari materiali per calzature (pelle naturale e artificiale, tessuti, plastica), nonché per incollare tra loro gomma, plastica espansa, tessuti e per incollarli su metallo , cemento, legno . Gli adesivi 88NP-43 e 88NP-130 vengono utilizzati per incollare gomma e gommapiuma su metallo, materiali di rivestimento e pavimentazione su legno e materiali espansi rigidi. L'industria russa produce un'intera gamma di adesivi a base di cloro-irite a base di gomma clorurata e nairite. Di questi, si è diffusa la colla del marchio KS-1, composta da nairite di grado A, nairite clorurata, ossido di magnesio, ossido di zinco e difenilguandina. Questi adesivi vengono utilizzati negli stessi casi degli adesivi del gruppo 88H. Per molto tempo (più di 30 anni) nella costruzione sono stati utilizzati mastici di gomma adesivi KN-2 e KN-3, che sono una massa omogenea viscosa simile a una pasta contenente gomma cloroprenica, resina di indencumarone, riempitivi e solventi. Il mastice KN-2 è destinato all'incollaggio di linoleum in gomma e piastrelle e lastre di gomma. Il mastice KN-3 viene utilizzato per incollare rivestimenti con uno strato poroso, nitrolinoleum, modanature del profilo. I mastici di gomma adesivi sono infiammabili ed esplosivi, nonché materiali tossici. 5. Adesivi proteici Nella seconda metà del XX sec. ampiamente utilizzato nelle costruzioni adesivi proteici - mezdrovy, osso e caseina. Sono stati utilizzati anche nell'industria del mobile. Nella costruzione, questi adesivi venivano utilizzati per preparare varie composizioni di vernici, nella produzione di mobili - per incollare il legno. La caseina è una sostanza proteica che viene secreta sotto forma di cagliata durante l'acidificazione del latte. Per ottenere la colla, si aggiunge dell'alcali all'acqua in cui si trova la caseina (in grumi): soda, potassa o ammoniaca. Sotto l'azione degli alcali, la caseina si dissolve e dopo un'ora si trasforma in colla che, unita alla calce, dà una vernice indelebile (se si aggiunge anche un pigmento colorante). Rilasci di settore colla di caseina sotto forma di polvere con l'aggiunta dei componenti necessari - due marchi: "Extra" (B-107) e "Ordinary" (OB). Le colle di caseina forniscono connessioni sufficientemente forti ed elastiche - la forza dell'incollaggio del legno, non inferiore a: per colla "Extra" - 10,6 MPa, per colla "Ordinaria" (OB) - 7,5 MPa. Gli adesivi alla caseina sono utilizzati nella produzione di mobili per l'incollaggio di materiali in fogli spessi nella produzione di pannelli per mobili, per l'incollaggio di legno, carta laminata decorativa. Le proteine includono adesivi al collagene - mezdrovy e osso, in cui l'adesivo è una proteina - collagene, contenuta nei tessuti connettivi e nelle ossa degli organismi animali. In acqua fredda, il collagene si gonfia e, una volta riscaldato, passa in una nuova sostanza: la glutina, che ha le proprietà della colla. Colla per la pelle suddiviso in solido e galleria. La colla per pelli solide è prodotta da piastrelle, scaglie, trucioli, frantumati e granulari. La colla per pelle si ottiene facendo bollire con acqua gli scarti proteici delle concerie e delle fabbriche di materie prime per la pelle, seguita dall'essiccazione. (Mezdra è lo strato sottocutaneo della pelle di un animale.) La colla Mezdra viene utilizzata nella costruzione e nella produzione di mobili. colla per ossa (collagene) è prodotto da ossa animali sgrassate e levigate. Questa colla è prodotta in diversi tipi: galerta (gelatina di colla), piastrella, granulare frantumato e scaglie. Tutti i tipi di colla per ossa sono divisi in gradi: il più alto, 1, 2 e 3. Bollire le ossa prima forma un brodo sottile, che viene poi evaporato in una gelatina di colore giallo intenso o marrone. Tale colla si chiama cambusa. Le soluzioni di colla a base di colla per ossa possono marcire dopo un po', quindi vengono iniettate con uno degli antisettici, come il fenolo o la formalina. Nei lavori di pittura, la colla per ossa viene utilizzata per la preparazione di composizioni pittoriche, primer, stucchi, paste lubrificanti. Attualmente, gli adesivi proteici sono prodotti in piccole quantità e hanno un uso limitato, poiché sono stati sostituiti da adesivi sintetici che hanno una stabilità biologica al 100%, un'elevata resistenza all'umidità e al calore e un basso ritiro per essiccazione. Gli adesivi proteici non possiedono queste qualità. 6. Pellicole e nastri adesivi Nell'industria della lavorazione del legno e nella produzione di mobili, negli ultimi due decenni, sono stati ampiamente utilizzati film e nastri adesivi, che hanno uno strato adesivo appiccicoso che mantiene la viscosità a lungo. Quando applicati sulla superficie di qualsiasi materiale, questi nastri e pellicole aderiscono ad esso quando vengono premuti. Le pellicole ei nastri adesivi si basano sui seguenti materiali: Carta al solfito del peso di 20 g/m 2, polietilene, cellophane, tessuto, cloruro di polivinile plastificato, ecc. Per applicare uno strato adesivo alla base vengono utilizzati vari elastomeri e polimeri con vari additivi. I seguenti sono più ampiamente utilizzati nella lavorazione del legno e nella produzione di mobili in legno. pellicole e nastri adesivi: 1) film di bachelite (GOST 2707), utilizzato per incollare aviazione, compensato decorativo e di betulla, pezzi grezzi per mobili; incollato a una temperatura di + 150-155 ° C e una pressione di 2-2,5 MPa; 2) nastro adesivo (GOST 18251), progettato per incollare strisce di impiallacciatura in fogli a tutta lunghezza; prima dell'uso, il rivestimento del nastro viene inumidito; 3) nastro adesivo in carta (TU 13-7309005-669-88). Viene utilizzato per l'applicazione sul bordo del materiale durante la sua fabbricazione e per la protezione del bordo dello scudo durante la sua rifinitura; 4) nastro adesivo LPLO-M (TU OP 13-64-37-83). Progettato per incollare le estremità dei rotoli di carta durante la ricarica, rottura degli elementi di fissaggio alle maniche di avvolgimento durante il processo di impregnazione; 5) nastri adesivi LT-38, LT-50 a base polimerica. Sono utilizzati per proteggere il materiale del bordo da gocce di vernici e pitture durante la finitura dei pannelli dei mobili, nonché per proteggere i bordi da urti meccanici durante il trasporto. Questi nastri (adesivi) sono un film base polimerico con uno spessore di 35-50 micron, su cui viene applicato un sottile strato adesivo. CONFERENZA N. 16. Materiali di finitura 1. Nomina dei materiali di finitura. Materiali per la preparazione delle superfici per la finitura Lo scopo dei materiali di finitura è proteggere edifici, varie strutture e mobili dalle influenze ambientali o migliorare l'aspetto, nonché aumentare la durata. In edilizia, per la decorazione esterna di edifici e strutture (all'esterno), intonacatura, rivestimento con marmo, granito, ceramica, mattoni decorativi, modellazione, pittura decorativa. Gli stessi materiali sono utilizzati nella decorazione interna (interna) come nell'esterno, così come carta da parati, linoleum, falegnameria, materiali sintetici (plastica). Nella produzione di mobili, per rivestimenti protettivi e decorativi, viene utilizzata un'ampia varietà di materiali di finitura, suddivisi in base al loro scopo in gruppi principali: per la preparazione del legno prima dell'applicazione di un rivestimento di pittura e vernice; creare uno strato di vernice; ausiliario. Primer - si tratta di composizioni che includono pigmenti, cariche e leganti, che differiscono dalle composizioni pittoriche per un contenuto inferiore di pigmenti. Lo scopo dei primer è quello di uniformare la capacità di "trazione" della superficie, per rendere la sua porosità uguale. Per la produzione di mobili, i primer vengono utilizzati sotto forma di soluzioni di resine, nitrocellulosa e plastificanti in una miscela di solventi. Nella costruzione vengono utilizzati i seguenti marchi di primer: glyptal GF-032, GF-020 e altri; perclorovinile XB-050, XB-785, polivinilacetato VL-02, VL-02A, VL-023A. I primer per la produzione di mobili sono utilizzati nei seguenti gradi: NK, BNK, PE-0155, ecc. Stucchi - Si tratta di miscele viscose dense sotto forma di paste, costituite da pigmenti e riempitivi in un legante. Servono a riempire le irregolarità e correggere i difetti della superficie verniciata. Nella costruzione vengono utilizzati i seguenti stucchi: MS-006 - alchidico-stirene; perclorovinile - XB-004, XB-005, ecc.; acetato di polivinile; epossidico EP-0010, ecc. Nella produzione di mobili viene utilizzata un'ampia varietà di stucchi: stucchi in poliestere - P7-0025, P7-0059; epossidico - EP-0010; perclorovinile - XB-004, XB-005; stucchi per vernici a base di olio e vernici alchidiche - n. 175, LSh-1, LSh-2; stucchi adesivi, che vengono preparati al momento del consumo. Filler e composizioni di filler applicati sotto rivestimenti trasparenti, mentre aiutano a ridurre il consumo di pitture e vernici e ridurre la subsidenza del rivestimento. I seguenti riempitivi sono utilizzati nella costruzione e nella produzione di mobili: KF-1, simili - KF-2, KF-3, KF-4; i riempitivi TMB-1, TMB-3, TMB-4 sono paste monocomponenti che non contengono oli vegetali. I coloranti nell'edilizia e nella produzione di mobili sono utilizzati in vari modi: coloranti (sintetici, acidi e naturali); porenbeytsy - pitture e vernici liquide per la tintura del legno; mordenti (prodotti chimici - ferro, solfato di rame, ecc.). I pigmenti - polveri finemente suddivise di vari colori - vengono utilizzati in miscela con una soluzione di una composizione filmogena che fissa la polvere di pigmento sulla superficie. 2. Lacche e lucidi per finiture trasparenti Varie vernici e vernici sono ampiamente utilizzate nella produzione e nella costruzione di mobili. Лаки sono soluzioni di sostanze filmogene naturali o sintetiche in solventi organici o acqua, che dopo essiccamento formano una pellicola solida omogenea trasparente con buona adesione al materiale da rifilare. Le lacche sono divise in alcool, nitrocellulosa, poliestere, urea-formaldeide, così come vernici che formano pellicole dovute al processo congiunto di evaporazione di solventi e reazioni chimiche; vernici ad olio (hanno un uso limitato - a causa della durata dell'asciugatura e della mancanza di oli). Vernici ad olio - si tratta di soluzioni di resine - colofonia, copale, gliftalico negli oli - semi di lino, canapa, tung e loro solventi - trementina, xilene, acquaragia, ecc. con l'aggiunta di essiccanti (per accelerare l'essiccazione del rivestimento di vernice). Ampiamente utilizzato in vari settori dell'economia, compresa la produzione di mobili e costruzioni, diversi tipi di vernici urea-alchidiche: MCH-52, MCH-270, ML-2111 - per mobili, sci, strumenti musicali; ML-2111 PM - per la finitura di materiali in pellicola. Attualmente, sono ampiamente utilizzati nell'industria del mobile e nell'edilizia. vernici nitrocellulosiche di alta qualità, prodotto dalla ditta tedesca Herberts: cellonite D-1009, D-1013. Le vernici nitro hanno una vitalità illimitata, sono abbastanza tecnologicamente avanzate. Le imprese nazionali producono vernici nitrovernici applicate a freddo dei marchi NTs-218, NTs-221, NTs-222, NTs-224, che formano rivestimenti trasparenti e lucidi sulla superficie, ad eccezione della vernice NTs-243, che forma una vernice trasparente opaca setosa rivestimenti. Negli ultimi anni, le vernici poliuretaniche "Contracid D-3010", prodotte dall'azienda tedesca Herberts, sono state utilizzate per finiture di alta qualità, incolori, utilizzate per rivestire pavimenti in parquet e listoni, rifinire prodotti per il bagno, mobili per cucina e ufficio.Questa vernice forma rivestimenti altamente resistenti all'usura, alla luce, agli agenti chimici e all'umidità. PF-283 (una soluzione di resine alchidiche) è più comunemente usato per rivestimenti interni su metallo, legno chiaro, mobili e colori ad olio chiari, per auto e vagoni ferroviari. Ampiamente usato nell'industria del mobile vernici diversi tipi: lucidi ad alcool e nitro, che penetrano più in profondità delle vernici nel legno e formano pellicole molto sottili con lucentezza ed elasticità, mentre consentono di rivelare chiaramente le venature del legno. I lucidi sono soluzioni a bassa concentrazione di corpi lucidanti. Lucidi alcolici - una soluzione di resina di gommalacca in alcool etilico, lo smalto di gommalacca più comune - soluzione alcolica al 10-20% di gommalacca (prodotta con il numero - 13, 14, 5 e 16), utilizzata per lucidare gommalacca, nitrocellulosa e pellicole oleose. I nitropolish vengono utilizzati per lucidare i rivestimenti in vernice nitro dopo il livellamento e la molatura. Molto spesso viene utilizzato nitropolish NTs-314 prodotto internamente. 3. Pitture e smalti per finiture opache Una varietà di vernici e smalti è ampiamente utilizzata per la finitura opaca di varie superfici nell'edilizia, nella produzione di mobili e in quasi tutti i settori dell'economia nel suo insieme. Vernice sono realizzati sotto forma di una miscela di pigmenti e riempitivi finemente suddivisi con una soluzione di sostanze filmogene. A seconda dello scopo, vengono prodotti in una varietà di colori il tipo di sostanza filmogena, pigmento e riempitivo, olio pronto all'uso, alchidico, silicato, organosilicato, a base d'acqua, perclorovinile, cemento e altre vernici. Le vernici, a seconda dello scopo, sono prodotte per uso esterno e interno. Per lavori esterni - verniciatura di mattoni, cemento, superfici esterne intonacate e altre superfici porose, superfici metalliche innescate, nonché vecchi rivestimenti - vengono utilizzate vernici a base d'acqua a base di dispersioni acquose di polimeri sintetici dei seguenti gradi: E-AK-111, E-VA-17, E-VS-114, E-KCh-112. Lo stabilimento di Mosca "Svyatozar" (pittura e vernice), dal 1990, produce vernici di alta qualità: facciata "Svyatozar-15" - acrilico, opaco, bianco (colorato con colori pastello). Negli ultimi anni, molte vernici importate sono state fornite alla Russia dalla Finlandia (TIK-KURILA), dalla Germania (JOBI, KIMEG) e dalla Gran Bretagna (HAMMERITE). Attualmente sono ampiamente utilizzate le seguenti vernici domestiche: pitture ad olio MA-15 (tutti i colori), vernici a base d'acqua VDAK-2180, pitture per facciate - KhV-161, VDAK-1180, KO-815, KO-868, AK- 124, vernici per segnaletica orizzontale - AK-591; così come PF-115, VDVA-201, NTs-132, ML-12, VDKCH-224, VD-205, VA-17 - per lavori all'aperto e al chiuso. smalti sono sospensioni di pigmenti nelle vernici con l'aggiunta di plastificanti ed essiccanti, si utilizzano allo stesso modo delle pitture per lavori esterni ed interni su metallo, legno e gesso. Gli smalti differiscono dalle vernici per il maggior contenuto di sostanze filmogene, che conferiscono ai rivestimenti qualità decorative superiori. Gli smalti sono prodotti dall'industria in forma finita dei seguenti gradi: olio, olio-gliftalico - GF-1426, GF-230, ecc.; pen-taftalico - PF-223, PF-115, PF-266, ecc.; nitrocellulosa (asciugatura rapida, ampiamente utilizzata nella produzione di mobili) - NTs-132, NTs-25, NTs-11A, NTs-257, NTs-257, NTs-251, NTs-273, ecc .; smalti poliestere - PE-225, PE-276, V-PE-P79, ecc. perclorovinile fornire rivestimenti resistenti all'azione di reagenti chimici e fenomeni atmosferici (compresa la pioggia acida), - XB-124. Gli smalti olio-gliftalici e ad olio sono utilizzati per la decorazione d'interni di locali, uffici, prodotti in metallo e legno utilizzati all'interno. Smalti pentaftalici sono sospensioni di pigmenti in vernice pentaftalica con l'aggiunta di un essiccante e solventi, progettate per la verniciatura di superfici metalliche e in legno non esposte agli agenti atmosferici, sono ampiamente utilizzate nell'edilizia domestica. 4. Oli essiccanti Olio essiccante è un liquido oleoso, che, dopo essere stato applicato in superficie, asciuga formando un forte film elastico impermeabile. L'olio essiccante è prodotto dalla lavorazione di oli vegetali essiccanti o semiessiccanti, grassi e prodotti organici che non contengono resine vernicianti. Gli oli essiccanti si dividono in quattro tipologie: naturali, compattati, combinati, sintetici. Oli essiccanti naturali ottenuto dalla lavorazione (cottura) di oli vegetali a una temperatura di + 200-300 ° C, aggiungendo all'olio un essiccante, ad esempio ossidi, perossidi e sali di piombo, cobalto, manganese. L'olio da cucina e l'aggiunta di un essiccante accelerano l'asciugatura (indurimento) delle pellicole dopo l'applicazione della vernice sulla superficie. Gli oli essiccanti compattati o seminaturali sono il prodotto della compattazione di oli vegetali mediante ossidazione, polimerizzazione o ossipolimerizzazione, che viene poi diluito con un solvente. Nella produzione di tali oli essiccanti si ottengono notevoli risparmi di olio (fino al 45%). Olio essiccante combinato ottenuto sulla base di oli essiccanti e semiessiccanti, che vengono sottoposti a polimerizzazione e disidratazione; viene inoltre utilizzata una miscela di olii polimerizzati e disidratati, principalmente per la preparazione di pitture ad alto spessore. Oli sintetici essiccanti sono realizzati con resine sintetiche (polimeri) o vari oli mediante trattamento termico e chimico. Tali oli essiccanti, dopo essere stati applicati sulla superficie, si induriscono formando un film sottile. Il tipo più importante di oli essiccanti sintetici sono gli oli essiccanti alchidici (gliftalici, pentaftalici). Gli oli essiccanti sintetici vengono utilizzati per la preparazione di pitture ad olio a grana grossa e pronte all'uso. Questi oli essiccanti contengono il 50% di resina alchidica e il 50% di olio essiccante. Oli naturali essiccanti di lino e canapa prodotto da olio di semi di lino o di canapa con l'aggiunta di acceleratori di essiccazione - essiccatori di manganese, piombo e cobalto. Gli oli naturali di lino e canapa vengono utilizzati per la produzione e la diluizione di vernici a grata spessa, nonché un materiale indipendente per la pittura. Olio essiccante seminaturale oksol è una soluzione di olio vegetale ossidato e disidratanti in acquaragia. A seconda delle materie prime utilizzate, viene prodotto in due gradi: "B" - da oli di lino e canapa; "PV" - da olio di girasole, soia, cartamo, mais, uva. I colori ad olio utilizzati per lavori esterni e interni sono realizzati con olio essiccante di grado "V" e i gradi "PV" sono utilizzati per vernici utilizzate solo per lavori interni, ad eccezione dei pavimenti. Olio essiccante polimerizzato - sostituto dell'olio essiccante naturale; ottenuto compattando olio di lino riscaldato e quindi aggiungendo solvente ed essiccante. Viene utilizzato per diluire pitture a grana grossa per tinteggiature esterne ed interne su metallo, legno e intonaco in edifici e strutture di prima e seconda classe. L'olio essiccante gliftalico viene utilizzato anche nei lavori di finitura, che viene prodotto dall'interazione di oli vegetali, glicerina e anidride ftalica in presenza di un essiccante.Questo olio essiccante viene diluito con pitture a grana grossa destinate alla verniciatura di interni ed esterni su metallo e legno . CONFERENZA N. 17. Piani 1. Tipi di pavimenti Il dispositivo e il tipo di pavimenti nella costruzione di vari edifici e strutture sono determinati da codici e regolamenti edilizi (SNiP). A seconda dello scopo degli edifici e delle strutture, i pavimenti al loro interno - nei locali possono essere molto diversi: legno, polimerico, ceramica, vetro e scorie di vetro, asfalto, cemento con rivestimento a mosaico di lastre tipo Breccia. Breccia è una lastra 400 x 400 mm o 500 x 500 mm composta da frammenti di marmo, granito, ceramica su base di adesivi epossidici. Nelle officine meccaniche delle imprese, dove operano auto o auto elettriche che trasportano merci varie, i pavimenti in asfalto sono ricoperti dall'alto con lamiere perforate o ondulate da 500? 500 mm o meno. Negli stabilimenti di produzione di varie imprese, vengono installati anche pavimenti a mosaico con graniglia di marmo a base di speciali malte cementizie. Tali pavimenti, dopo aver asciugato la soluzione nel componente mollica, vengono levigati utilizzando apposite smerigliatrici. Inoltre, negli edifici pubblici e nelle officine ausiliarie di varie imprese, per la pavimentazione vengono utilizzate lastre di vetro-silice, cristallite di vetro e vetroceramica di scorie. Tali pavimenti sono caratterizzati da elevata decoratività, durata, resistenza agli alcali e agli acidi. Nei negozi di varie industrie chimiche vengono attrezzati pavimenti multistrato con rivestimenti resistenti agli acidi e agli alcali. Lo strato inferiore è un rivestimento di lastre di poliisobutilene o gomma con proprietà speciali (resistenza agli ambienti aggressivi) e lo strato superiore è costituito da piastrelle ceramiche resistenti agli acidi posate con soluzioni speciali. Piastrelle decorative in ceramica di vario tipo sono utilizzate ovunque nella costruzione di pavimenti di servizi igienici, bagni, lavanderie, atri e corridoi di vari edifici. L'uso di piastrelle in ceramica per pavimenti garantisce un funzionamento a lungo termine, riduce i costi delle riparazioni (vengono sostituite solo le parti dei pavimenti danneggiate durante il funzionamento). I pavimenti in piastrelle di ceramica hanno anche qualità come: resistenza all'acqua, resistenza agli acidi e agli alcali, buona resistenza all'abrasione, facile da pulire, possono essere utilizzate soluzioni disinfettanti, si formano vari motivi (ornamenti). Negli ultimi anni, nella disposizione dei pavimenti sono stati ampiamente utilizzati vari rivestimenti polimerici: linoleum, piastrelle polimeriche, tappeti sintetici, rivestimenti polimerici autolivellanti senza saldatura. I pavimenti polimerici nel volume totale dei pavimenti costituiscono il 40%, sono installati in edifici pubblici, locali ausiliari di varie industrie, a volte in uffici, uffici, appartamenti. Secondo i regolamenti edilizi esistenti, i pavimenti in legno vengono posati nelle scuole, negli istituti sanitari e per l'infanzia e negli edifici residenziali. Questi pavimenti sono realizzati con assi del pavimento, assi del pavimento e prodotti in parquet. Negli ultimi anni i pavimenti in parquet hanno trovato largo impiego nell'edilizia privata, negli uffici sotto forma di tavole di parquet, tavole di parquet, pannelli di parquet; con mosaico e disegno artistico e decorativo. 2. Materiali e prodotti per pavimenti in legno Per molto tempo, nella costruzione di edifici residenziali, sono stati predisposti vari edifici e strutture, pavimenti in assi, per i quali sono stati utilizzati principalmente prodotti in quercia, faggio, acero, frassino, larice, abete rosso, pino, ecc. il legno non è permesso. Prima dell'avvento delle macchine per la lavorazione del legno, assi e blocchi di legno venivano semplicemente montati insieme. Poi, dopo l'invenzione delle macchine utensili, i materiali per pavimenti iniziarono ad essere lavorati mediante fresatura. Per una perfetta aderenza delle assi del pavimento - i lati anteriori - la loro parte inferiore è già di 1 mm, e su un bordo c'è una scanalatura, sull'altro - un pettine. 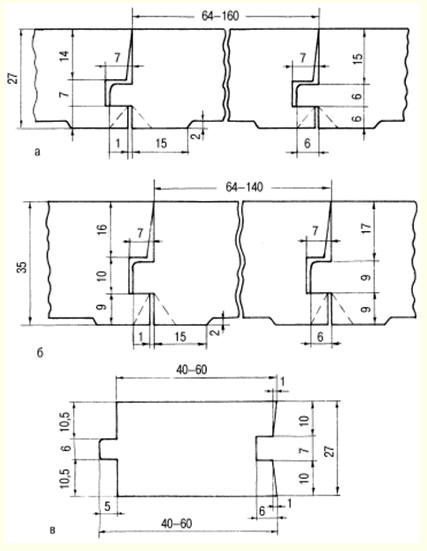 Riso. 11. Tavole per pavimentazione: a - DP-27; b - DP-35; c - barra BP-27 Le assi del pavimento sono di tre tipi: il primo, il secondo e il terzo. Le assi del pavimento del terzo tipo hanno solitamente uno spessore di 37? 40 mm e vengono utilizzati per la posa di pavimenti in legno in edifici industriali, palazzetti dello sport e altri locali con carico maggiore sui pavimenti. Negli edifici residenziali, assi del pavimento con uno spessore di 25? 35 mm, che vengono posati su barre trasversali (di legno) - tronchi di dimensione 40? 40 mm o 50?? 50 mm. Il legno da cui sono realizzati i listoni e le traverse viene preliminarmente sottoposto ad antisettico e impregnazione con composti antincendio (ritardanti di fiamma).Inoltre, per proteggere le assi del pavimento e le traverse (tronchi) dagli insetti, viene utilizzato il trattamento mediante fumigazione con gas velenosi in speciali camere di riscaldamento a una temperatura di + 100 ° C o viene utilizzato un preparato altamente efficace "Ermit" (fornisce protezione contro le influenze biologiche e resistenza al fuoco del legno per 20 anni). I seguenti requisiti sono imposti alle assi del pavimento e alle barre: umidità 12? 3%, la rugosità delle superfici frontali per una finitura trasparente - non inferiore a 80 micron, per una finitura opaca - non inferiore a 200 micron, e per superfici non facciali - non inferiore a 50 micron. La contabilizzazione dei materiali lignei per solai viene effettuata in metri cubi, mentre la loro larghezza viene misurata senza tener conto dell'altezza del colmo. 3. Materiali e prodotti per pavimenti in parquet Negli ultimi anni è aumentato l'utilizzo di parquet, parquet a mosaico, tavole di parquet, tavole di parquet nell'edilizia privata (cottage, ville, villette estive) e su commesse per il ripristino dei pavimenti di edifici in esercizio. Nella costruzione in serie, il parquet è usato raramente a causa dell'alto costo e della laboriosità dei lavori. I pavimenti in parquet vengono solitamente posati in locali residenziali, edifici pubblici, locali ausiliari di imprese industriali. Blocco parquet è un listone di quercia e legno tropicale (grado A), oltre a faggio, olmo, frassino, acero, castagno, carpino, larice (grado B). Il marchio A corrisponde alla categoria più alta e il marchio B alla prima. Parquet in mosaico È realizzato sotto forma di scudi, suddivisi in due tipi (secondo il metodo di fissaggio delle doghe alla base): 1) P1 - le assi sono incollate con il lato anteriore sulla carta, che viene rimossa dopo il pavimento in parquet; 2) P2 - le strisce sono incollate con il rovescio a un materiale bioresistente elastico (isolante termico e acustico). che rimane nella struttura del pavimento dopo la pavimentazione in parquet. Anche questa tipologia di parquet è suddivisa in gradi A e B, a seconda della categoria qualitativa, della specie legnosa e della lavorazione del listone. Lo spessore delle assi del parquet a mosaico in legno duro è di 8 mm, in legno tenero - 10 mm. Lunghezza delle assi del parquet - da 100 mm a 230 mm, larghezza - da 20 a 30 mm. Pavimenti in parquet a volte sono realizzati con assi di parquet, che, a seconda del design della base, si dividono in tre tipologie: 1) PD1 - con una base monostrato di listelli digitati in quadrati o rettangoli posti tra loro perpendicolari; 2) PD2 - con una base monostrato costituita da listelli assemblati nella direzione dell'asse longitudinale del pannello di parquet; 3) PD3 - con una base a due strati di due strati di listelli o listelli e impiallacciatura incollati tra loro, posati in direzione reciprocamente perpendicolare. I pannelli di parquet sono costituiti da una base sotto forma di listelli e da un rivestimento di assi di parquet o impiallacciatura. Le dimensioni delle assi del parquet sul pannello (rivestimento) sono le seguenti: lunghezza - da 150 a 207 mm, larghezza - da 20 a 50 mm; spessore - 6 mm. Per la realizzazione di pavimenti in parquet vengono spesso utilizzate tavole di parquet, che hanno dimensioni: da 400? da 400mm a 800? 800 mm, spessore da 22 a 40 mm. Queste tavole sono costituite da una base su cui vengono incollate le tavole di parquet secondo uno schema specifico. Sui bordi delle assi del parquet sono realizzate delle scanalature per il loro collegamento con i tasselli. Le assi del parquet su tali pannelli hanno le seguenti dimensioni: lunghezza - da 100 a 400 mm, larghezza - da 20 a 50 mm, spessore - 6 mm. Negli ultimi anni, il parquet artistico è stato utilizzato per la finitura di pavimenti in saloni VIP, uffici, cottage, palazzi, ville, come una sorta di parquet a pannelli. Il parquet artistico è realizzato in due modi principali: "intarsio" - quando il disegno è raccolto da singole tavole, diverse per colore e consistenza, ben aderenti l'una all'altra; "intarsio" (intarsio) - singoli frammenti di legno di altre specie con trame e colori diversi sono inseriti nello sfondo principale dello strato frontale di legno. 4. Materiali e prodotti polimerici per pavimenti Per diversi decenni, nella disposizione dei pavimenti negli edifici pubblici, nei locali ausiliari delle imprese industriali, sono stati ampiamente utilizzati materiali e prodotti polimerici - nella forma rotolamento (linoleum, pavimenti sintetici di ogni tipo), piastrelle, fogli, oltre mastici, composizioni polimero-cemento e polimero-calcestruzzo. Il più utilizzato per la disposizione dei pavimenti è il linoleum di cloruro di polivinile. Il linoleum, a seconda della struttura, è prodotto dall'industria di tre tipi: "MP" - multistrato con uno strato frontale di un film di cloruro di polivinile trasparente con motivo stampato; "M" - monocolore o marmo multistrato; "O" - monocolore o marmo monostrato; sotto forma di rotoli lunghi 12 m, larghi 1200-1400 mm e spessi 1,5 e 1,8 mm. Per la pavimentazione, il linoleum di cloruro di polivinile viene spesso utilizzato come isolante termico e acustico. Tale linoleum viene utilizzato per la sistemazione dei pavimenti in ambienti in cui non vi è esposizione a materiali abrasivi (come sabbia), grassi, oli, acqua e soluzioni di materiali chimici aggressivi. Il linoleum in polivinilcloruro sulla base ha due strati: il fondo è un materiale non tessuto agugliato che funge da base termoisolante e acustica, la parte superiore è ricoperta da una pellicola frontale trasparente in cloruro di polivinile con motivi diversi o un colore; spessore totale di 2 strati - 3,6 mm, larghezza - 1350 mm, lunghezza del rotolo - 12 m. Quando si installano pavimenti nei locali di servizio delle imprese industriali, viene spesso utilizzato linoleum di gomma (relin), multistrato, realizzato con composti di gomma a base di gomme sintetiche, - monocolore o multicolore, con un motivo, in rotoli lunghi 12 m, 1000 mm di larghezza e oltre, 3 mm di spessore. Questo tipo di linoleum non si restringe durante il funzionamento, è igienico, ha un maggiore assorbimento acustico. Da oltre mezzo secolo nell'edilizia, quando si sistemano i pavimenti negli edifici industriali e pubblici (nei locali di servizio), piastrelle in PVC, tinta unita o multicolore con superficie frontale liscia o goffrata, misura 300? 300 mm di spessore 1,5 e 2,5 mm - quadrato o trapezoidale. Negli ultimi anni si è cominciato ad utilizzare per rivestire vari solai (tavolato, cemento). materiali sintetici per moquette - senza pelucchi e con pelo. Il più utilizzato per disporre i pavimenti di uffici, cottage, palazzi è moquette sintetica, come un pelo, il cui strato inferiore è un supporto in PVC e lo strato superiore è un pelo ad anello in fibre sintetiche o una miscela di fibre sintetiche e chimiche. Questo rivestimento viene prodotto in rotoli lunghi 12 m, larghi 1,5-2 m e spessi 3-5 mm. I tappeti simili importati hanno una larghezza di 2, 3, 4 e 5 m. Nella costruzione di imprese industriali per molti anni, vari materiali polimerici mastici pastosi per pavimentazioni continue (basamenti in cemento o cemento armato). CONFERENZA N. 18. Materiali da costruzione 1. Materiali lapidei naturali I materiali lapidei naturali sono stati utilizzati nelle costruzioni da tempo immemorabile. I materiali lapidei naturali principali e ampiamente utilizzati sono sabbia (montagna e fiume), ghiaia, gesso, caolino, pietrisco, che appartengono ai materiali lapidei grezzi Oltre ai materiali elencati, nell'edilizia vengono utilizzati materiali lapidei lavorati: pietre e blocchi segati per pareti, pietre, lastre e profilati con superfici variamente lavorate per il rivestimento esterno ed interno di edifici e strutture. Secondo i codici e le normative edilizie esistenti, i materiali lapidei naturali sono classificati secondo i seguenti criteri: densità apparente - pesante - con una densità apparente superiore a 1800 kg / m 3 e leggero - meno di 1800 kg/m 3; per resistenza alla compressione - per i gradi: 4, 7, 10, 15, 25, 35, 50, 75, 100, 125, 150, 200, 300, 400, 500, 600, 800 e 1000 - rispettivamente da 0,4 fino a 100 MPa . Il materiale lapideo più comune e utilizzato nelle costruzioni è la sabbia di montagna e di fiume. Non meno utilizzati nelle costruzioni sono materiali lapidei come gesso e caolino. Il gesso è una roccia sedimentaria la cui composizione chimica è puro carbonato di calcio CaCO 3. Nell'industria delle costruzioni e delle vernici è ampiamente utilizzato anche il caolino, un prodotto della distruzione di rocce contenenti feldspati. Il caolino è un'argilla bianca, chimicamente è un silicato di alluminio idrato; aggiunta ai colori contenenti gesso per migliorarne le qualità pittoriche e tecniche. Per la costruzione di strade e nella fabbricazione di manufatti in calcestruzzo e cemento armato, viene utilizzata costantemente e in grandi volumi ghiaia dolomitica o granitica, che è un prodotto della distruzione delle rocce, sotto forma di pietre piccole o relativamente grandi (lucidate con acqua) dimensioni variabili da 5 a 75,0 mm, densità media superiore a 2 g/cm 3. La ghiaia sulla resistenza al gelo è divisa in gradi: Мrz 15, 25, 50, 100, 150, 200, 300. La pietra frantumata viene costantemente e in grandi quantità utilizzata come aggregato di grandi dimensioni per calcestruzzo di prodotti monolitici, prefabbricati in calcestruzzo e cemento armato, nonché nella costruzione di strade - sotto forma di pezzi di pietra di forma irregolare di dimensioni comprese tra 15 mm e 150 mm. La pietra frantumata è naturale (erba) e frantumata. Il pietrisco frantumato si ottiene frantumando grossi pezzi di roccia nelle fabbriche di pietrisco. In base alla resistenza al gelo, la pietrisco è suddivisa nei seguenti gradi: Mrz 15, 25, 50, 100, 150, 200, 300. La pietra di macerie viene utilizzata in modo simile alla pietra frantumata - nella costruzione di fondazioni, come riempitivo per calcestruzzo di macerie nella costruzione di strutture massicce in cemento e cemento armato, nella posa e riparazione di strade. Le dimensioni dei pezzi di macerie - da 150 a 500 mm. In base alla resistenza al gelo, le macerie sono suddivise in gradi: Mrz 15, 25, 50, 100, 150, 200, 300. Nella costruzione, vari materiali per pareti in pietra sono ampiamente e in grandi volumi: mattoni, pietre, piccoli blocchi e lastre, che si dividono in quelli ordinari, destinati alla posa di pareti esterne ed interne, e frontali, per il rivestimento delle pareti. 2. Cemento L'uso di vari tipi di calcestruzzo è una parte importante della costruzione di vari impianti industriali e civili. Il calcestruzzo è un materiale lapideo artificiale ottenuto modellando e indurendo una miscela di calcestruzzo costituita da un legante, acqua, inerti e additivi speciali in una certa proporzione. A seconda del tipo di aggregato, i calcestruzzi sono: su aggregati densi, su aggregati speciali, su aggregati organici. A seconda della densità apparente, i calcestruzzi sono suddivisi: particolarmente pesanti - con una densità apparente superiore a 2500 kg / m 3; pesante - 2000-2500 kg/m 3; leggero - 1800-2200 kg/m 3; leggero - 500-1800 kg/m 3. I calcestruzzi leggeri sono realizzati dei seguenti tipi: su aggregati porosi e artificiali; calcestruzzo cellulare a pori grossi; particolarmente leggero - con una densità apparente inferiore a 500 kg/m 3. Il calcestruzzo viene preparato direttamente in cantiere utilizzando impianti di betonaggio di varie dimensioni. Per la fabbricazione di varie strutture in cemento armato e cemento armato, vengono utilizzati calcestruzzi pesanti (strutturali), preparati su un legante cementizio, aggregati densi grandi e piccoli. I calcestruzzi leggeri vengono preparati utilizzando un legante cementizio e un aggregato grosso poroso o un aggregato fine denso e sono utilizzati in costruzioni industriali, agricole e di altro tipo. Per il calcestruzzo leggero sono stabilite le seguenti classi e gradi: classi di resistenza per calcestruzzo strutturale - B2,5; B3,5; B5…B40; classi di resistenza per calcestruzzo termoisolante - B0,35; SI0,75; IN 1. I calcestruzzi leggeri includono l'arbolite, realizzata su un legante cementizio, aggregati organici e additivi chimici L'arbolite e i prodotti che ne derivano sono destinati all'uso in edifici per vari scopi con un'umidità relativa dell'aria interna non superiore al 60% e in assenza di agenti aggressivi fluidi (liquidi e gassosi). Nella costruzione vengono spesso utilizzati calcestruzzi cellulari che, a seconda dello scopo, sono suddivisi in termoisolanti, strutturali termoisolanti strutturali e speciali, inoltre, sono suddivisi in base al tipo di formazione dei pori in calcestruzzo aerato e schiuma calcestruzzo. A seconda delle condizioni di indurimento, i calcestruzzi cellulari possono essere autoclavati e non autoclavati. Per il calcestruzzo cellulare sono stabilite le seguenti classi e gradi: classi di resistenza alla compressione - B0,35; SI0,75; IN 1; B1,5; … NEL 20; gradi per media densità - D300, D400, D500 ... D1200. Gradi di calcestruzzo ai silicati per densità media - D1000, D1100, D1200 ... D2400. Gli impianti di betonaggio producono anche calcestruzzi resistenti al calore destinati a prodotti, strutture e impianti operanti a temperature superiori a +200 °C. Per la fabbricazione di prodotti e strutture che operano in varie condizioni, esposizione ad ambienti aggressivi, vengono prodotti calcestruzzi chimicamente resistenti a base di furano, furano-epossidico, urea, resine sintetiche acriliche (calcestruzzo polimerico) e vetro liquido di sodio o potassio con un additivo polimerico ( calcestruzzo polimerico di silicato). 3. Mortai Nella costruzione di edifici e strutture con mattoni, blocchi di pareti e pannelli, vengono utilizzate varie malte. Quando viene eseguita la muratura, viene utilizzata l'installazione di blocchi e pannelli per pareti, vengono utilizzate malte cementizie, che hanno composizioni da 1: 1 a 1: 6, ovvero da 1 a 6 parti di sabbia vengono prelevate per una parte volumetrica di cemento (malte 1 sono usati più spesso: 1 e 1:2). Le malte cementizie in rapporto 1: 3 o 1: 4 vengono utilizzate per intonacare le parti inferiori delle fondazioni in un ambiente umido, plinti e pareti esterne degli edifici. Oltre alle malte cementizie vengono utilizzate anche altre tipologie di malte: calce, gesso и misto. Tutte le soluzioni sono suddivise in base alla densità media allo stato secco - in quelle pesanti, con una densità media di 1500 kg / m3 e più, e leggero, con una densità media inferiore a 1500 kg/m 3; i voti sono fissati in base al limite: 4, 10, 25, 50, 75, 100, 150, 200. La marca di malta e il rapporto nelle composizioni dipende dalla marca di cemento. Ad esempio, la marca di malta cementizia 50, con l'uso di cemento M-400, la composizione sarà 1: 6 (per una parte di cemento - 6 parti di sabbia). Le malte cemento-calce (miscelate) vengono utilizzate per intonacare le pareti esterne, parti bagnate dell'edificio. Composizioni di malte bastarde (cemento: pasta di calce: sabbia) in parti di volume: 1: 1: 1; 1:2:8; 1:2:11 e 1:3:15; queste proporzioni dipendono dalla marca del cemento. Le malte calce-gesso sono destinate principalmente all'intonacatura di superfici in legno di ambienti non umidi, nonché di superfici in pietra e fibra di legno. Le malte di calce vengono utilizzate per intonacare ambienti asciutti, strutture in pietra, mattoni, legno e adobe. La quantità di sabbia aggiunta alla soluzione dipende dal "grasso" dell'argilla.Per migliorare la resistenza e la qualità del lavoro durante la muratura e l'intonacatura, i plastificanti organici - formatori di microschiuma (sapone naft, liscivia saponata, rifiuti di sapone, ecc.) vengono introdotti nella composizione delle malte. Per la finitura delle facciate di edifici e interni di locali interni, nonché per la finitura in fabbrica delle superfici frontali di pannelli murali e blocchi di grandi dimensioni, vengono utilizzate malte decorative: terrasite, cemento-sabbia, calce-sabbia. Per ottenere il design desiderato, in queste soluzioni per intonaco decorativo vengono introdotti additivi coloranti - pigmenti (resistenti alla luce, resistenti agli alcali e resistenti agli acidi - naturali e artificiali). Per riempire i canali delle strutture in cemento armato precompresso vengono utilizzate le cosiddette malte da iniezione - cemento-sabbia e cemento Per la posa di forni industriali e altre unità termiche in mattoni di alluminosilicato viene utilizzata una speciale malta refrattaria-cemento resistente al calore . La malta refrattaria-bauxite viene utilizzata anche per lavori simili (durante la posa di elementi di forni funzionanti a temperature da +1300 a +1350 ° C). Nella produzione di queste soluzioni resistenti al calore, il cemento Portland e il cemento Portland plastificato vengono utilizzati come legante nelle malte di cemento-argilla refrattaria e il vetro liquido sodico con un modulo di 2,5-3 viene utilizzato nella malta di argilla refrattaria-bauxite. 4. Aggregati inorganici per calcestruzzo Come aggregati inorganici per il calcestruzzo vengono utilizzati materiali da costruzione non metallici, pietrisco, scorie e sabbia da prodotti di scarto di varie industrie, nonché materiali porosi naturali e artificiali. Pietrisco e sabbia da rifiuti industriali (estrazione e lavorazione) sono classificati come materiali densi. materiali naturali porosi sono tufo e pomice di origine vulcanica. aggregati grossolani sono pietrisco e ghiaia, sabbia fine. La pietrisco di scorie viene utilizzata come un grande aggregato denso nella produzione di calcestruzzo pesante in calcestruzzo prefabbricato e monolitico e strutture in cemento armato, parti di edifici e strutture. Per forza, la pietrisco di scorie metallurgiche dense è suddivisa nei seguenti gradi: DR 15, DR 25, DR 35, DR 45. Nella produzione di calcestruzzo leggero (termoisolante e strutturale), ghiaia e sabbia argillosa espansa vengono utilizzate come aggregati. Questi materiali sono aggregati artificiali porosi. La sabbia argillosa espansa è ottenuta dalla frantumazione di ghiaia argillosa espansa. A seconda della densità, la ghiaia di ciascuna frazione è suddivisa in gradi: 250, 300, 350, 400, 450, 500 e 600. La sabbia argillosa espansa, a seconda della densità e della frazione, ha gradi da 500 a 900. Nella produzione di calcestruzzo leggero strutturale e termoisolante strutturale, pietrisco (ghiaia) e sabbia termolitica vengono utilizzati come riempitivi. Per la fabbricazione del calcestruzzo strutturale leggero trovano largo impiego come aggregati pietrisco e sabbia agloporite, che si ottengono frantumando panelli formatisi a seguito di agglomerazione di carica granulare, composti da materie prime minerali naturali e scarti industriali. Nella produzione di calcestruzzo leggero termoisolante e strutturale, oltre ai suddetti aggregati artificiali porosi, vengono utilizzate ghiaia e sabbia di shungizite. Tale ghiaia si ottiene sparando rocce contenenti shungite e la sabbia si ottiene schiacciando questa ghiaia. La ghiaia di shungizite di ciascuna frazione, a seconda della densità apparente, è divisa in gradi 200, 250, 550 e la sabbia della ghiaia sopra - in gradi 500-900. Nella costruzione, la sabbia e la pietra frantumata, la perlite espansa, ottenuta dalla macinazione e dal trattamento termico delle rocce vulcaniche contenenti acqua, sono state ampiamente utilizzate per molto tempo. Questi materiali sono utilizzati nella produzione di calcestruzzo leggero e la sabbia perlitica viene utilizzata anche per riempimenti termoisolanti, malte per intonaco, materiali isolanti termici e acustici e prodotti. Gradi di sabbia di perlite espansa per densità apparente - da 75 a 500 e pietrisco - da 200 a 500. Per più di cinquant'anni, un materiale così meraviglioso come la vermiculite espansa è stato utilizzato nell'edilizia come riempimento termoisolante a una temperatura delle superfici isolate da -260 ° C a +100 ° C. Le materie prime per ottenere la vermiculite espansa mediante cottura sono miche idratate naturali. Gradi di vermiculite per densità apparente: 100, 150, 200. 5. Prodotti a base di leganti minerali Per molti anni (nei secoli XX-XXI) nelle costruzioni sono stati ampiamente utilizzati vari prodotti a base di leganti minerali. I più comuni nella produzione di opere edili sono i prodotti in gesso e calcestruzzo di gesso. I pannelli di gesso sono spesso utilizzati per pareti divisorie in edifici con condizioni ambientali normali e asciutte. Ampiamente usato nel XNUMX° secolo. e ora le lastre di cartongesso vengono utilizzate per la finitura e la disposizione di pareti e pareti divisorie in edifici e ambienti con condizioni di umidità asciutte e normali, nonché per la fabbricazione di prodotti decorativi e fonoassorbenti. Per l'installazione di pareti divisorie portanti negli edifici per vari scopi, vengono utilizzati pannelli in calcestruzzo di gesso, realizzati in calcestruzzo su un legante contenente gesso o gesso. Ovunque nell'edilizia vengono utilizzati vari prodotti in cemento-amianto: lastre piane e profilate, lastre e pannelli - per pareti e rivestimenti, tubi e raccordi. I prodotti in cemento amianto hanno molte proprietà preziose: resistenza al gelo, resistenza all'acqua, elevata conduttività termica, sono facilmente lucidabili e possono essere lavorati, non marciscono e sono resistenti al fuoco. Per molto tempo, le tegole di cemento-sabbia, realizzate con una miscela di cemento Portland, sabbia e argilla, sono state e vengono utilizzate nella costruzione (per la sistemazione dei tetti). Tali piastrelle hanno le seguenti dimensioni: lunghezza 390 mm, larghezza 240 mm e spessore 8-10 mm, la profondità delle scanalature è di circa 5 mm e l'altezza delle punte per la sospensione è di almeno 10 mm. Per il fissaggio al tornio del tetto nella tegola, durante la fabbricazione viene praticato un foro passante nella parte sovrapposta. Nelle città, per l'installazione di pavimentazioni prefabbricate di marciapiedi, giardini paesaggistici e percorsi pedonali, approdi su linee di trasporto pubblico, sono ampiamente e ampiamente utilizzate lastre di pavimentazione in calcestruzzo, realizzate in calcestruzzo pesante con vari additivi che garantiscono il funzionamento a lungo termine di tali prodotti. Le lastre per pavimentazione in cemento sono realizzate sotto forma di un quadrato, rettangolo, esagono regolare o figure chiuse curvilinee. Sulla base di leganti minerali, vengono fabbricati vari prodotti architettonici e da costruzione sotto forma di lastre decorative di rivestimento con mosaico, superfici ornamentali, destinate al rivestimento esterno ed interno di elementi di edifici e strutture. Vengono inoltre prodotte lastre di facciata in calcestruzzo, utilizzate per facciate di pareti e plinti di edifici e strutture in pietra. Oltre ai suddetti prodotti nell'edilizia (principalmente a pochi piani), le pietre per pareti in calcestruzzo vengono utilizzate per strutture portanti e di chiusura di edifici residenziali, pubblici, industriali e agricoli. Queste pietre sono realizzate sotto forma di parallelepipedi rettangolari corposi e cavi, sono ordinarie e facciali. Questi ultimi sono realizzati con superfici frontali verniciate e non. Le pietre per pareti in calcestruzzo sono prodotte da impianti di betonaggio dei seguenti tipi: "SKT" - su un legante cementizio; "SKI" - su calce; "SKSH" - su scorie; "SKT" - su un raccoglitore di gesso. 6. Prodotti prefabbricati in cemento e cemento armato L'uso di prodotti prefabbricati in cemento e cemento armato costituisce la base della costruzione di capitale in molti settori dell'economia del paese. Nell'edilizia residenziale e civile viene utilizzata un'ampia gamma di prodotti prefabbricati in calcestruzzo e cemento armato: fondazioni monolitiche in cemento armato, blocchi per pareti, solai in cemento armato, rampe di scale e pianerottoli, pannelli per pareti e tramezzi, davanzali, traverse, balconi, blocchi di servizi igienici, parapetti e altri prodotti . Il cemento armato è il materiale da costruzione principale, che combina calcestruzzo (diversi tipi - leggero, pesante, ecc.) E rinforzo in acciaio (realizzato con acciai speciali di grado 35GS-AP, A - III, A - IV), situato in una zona tesa della struttura e percepire le sollecitazioni di trazione Le sollecitazioni di compressione vengono trasmesse al calcestruzzo in tale prodotto. Le strutture in cemento armato sono monolitiche, cementate in cantiere (fondazioni in cemento armato monolitico gettato, nonché pareti portanti di edifici - mediante casseforme speciali - secondo una nuova tecnologia per la costruzione di edifici residenziali) e prefabbricate, assemblate a il cantiere da singoli elementi (pannelli di parete o blocchi nella costruzione di alloggi a pannelli di grandi dimensioni). Per l'edilizia industriale viene utilizzata anche una vasta gamma di prodotti prefabbricati in cemento armato e cemento armato: blocchi di fondazione (FBS-4, FBS-5, ecc.), cuscini, travi, traverse, pali prefabbricati in cemento e cemento armato, capriate, archi, travi di gru, marce per scale e piattaforme, ecc. Nella costruzione dei trasporti, le traversine in cemento armato (anziché quelle in legno), gli elementi di piattaforme passeggeri e merci, i canali sotterranei e le tubazioni in cemento armato, nonché le sovrastrutture di ponti in cemento armato e prefabbricato sono ampiamente Usato. Un'ampia varietà di prodotti prefabbricati in cemento armato e cemento armato viene utilizzata nelle costruzioni agricole: blocchi di fondazione (FBS1, FBS-2, FBS-3, ecc.), cuscini di fondazione, fondazioni in cemento armato gettato in opera, capriate, pilastri su pali , travi, pannelli di solaio, pareti e tramezzi, elementi di serre, serre, silos, vassoi in cemento armato (L-3, L-4, L-5), elementi di pozzi prefabbricati in cemento armato. Per gli impianti di bonifica, tali manufatti in cemento armato e prefabbricato sono realizzati come tubi per condotte in pressione con raccordi precompressi, tubi lisci a flusso libero, vassoi in cemento armato (L-4, L-5, L-6), anelli in cemento armato e coperture, lastre in cemento armato (posa in canali di irrigazione aperti). Nelle reti fognarie urbane vengono utilizzati anche tubi senza presa in pressione in cemento armato, tubi lisci non in pressione, anelli e coperture in cemento armato. Elementi di recinzioni prefabbricate in cemento armato vengono utilizzati per equipaggiare la recinzione di importanti impianti industriali (centrali nucleari, impianti e poligoni militari, ecc.). Quando si posano linee elettriche e comunicazioni aeree, vengono ampiamente utilizzati pali in cemento armato di varie forme: rotondi, quadrati, rettangolari, gli stessi prodotti vengono utilizzati anche nell'elettrificazione delle ferrovie. Autore: Alekseev V.S.
▪ Psicologia pedagogica. Note di lettura ▪ Terapia ospedaliera. Note di lettura
Pelle artificiale per l'emulazione del tocco
15.04.2024 Lettiera per gatti Petgugu Global
15.04.2024 L'attrattiva degli uomini premurosi
14.04.2024
▪ sezione del sito Radiocontrollo. Selezione di articoli ▪ articolo Filo spinato. Storia dell'invenzione e della produzione
Homepage | Biblioteca | Articoli | Mappa del sito | Recensioni del sito
www.diagram.com.ua |


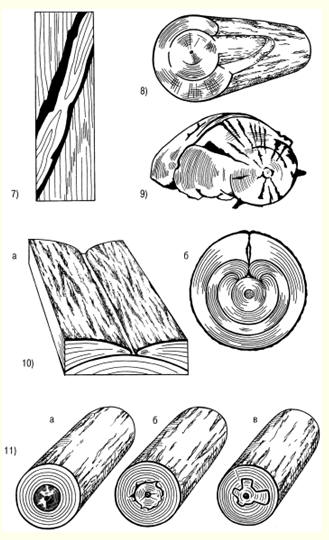
 Vedi altri articoli sezione
Vedi altri articoli sezione 