|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
STORIA DELLA TECNOLOGIA, DELLA TECNOLOGIA, DEGLI OGGETTI INTORNO A NOI
Molino a cilindri. Storia dell'invenzione e della produzione
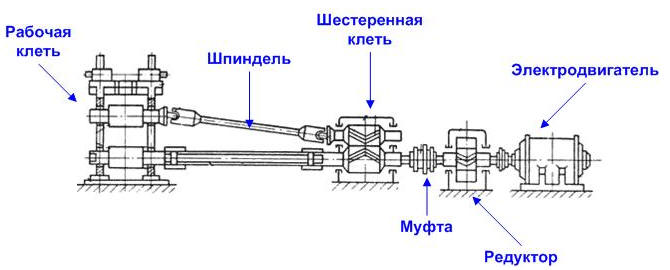
Elenco / La storia della tecnologia, della tecnologia, degli oggetti che ci circondano Un laminatoio è una macchina per la formatura di metalli tra rulli rotanti. Dopo che i lavoratori dell'acciaio hanno fuso il lingotto, questa enorme barra d'acciaio deve essere trasformata in prodotti: nella carrozzeria di un'auto, in una rotaia ferroviaria o in una trave da costruzione. Ma per questo è necessario che il lingotto prenda una forma conveniente per la fabbricazione di parti: una trave lunga con una sezione trasversale a forma di quadrato, cerchio, trave o lamiera o filo di acciaio, ecc. Il lingotto prende queste varie forme nei laminatoi.
La laminazione a caldo iniziò ad essere utilizzata solo all'inizio del 1769° secolo, e dapprima si preparavano in questo modo lamiere di ferro più o meno sottili, ma già dal XNUMX iniziarono a rotolare il filo in questo modo. Il primo laminatoio per lingotti di ferro fu proposto dall'inventore inglese Kort quando stava sviluppando il metodo del puddling. Kort è stato il primo a intuire che nella fabbricazione di alcuni prodotti è più razionale caricare il martello solo con l'estrazione delle scorie e dare la forma finale mediante rullatura.
Nel 1783 Kort ricevette un brevetto per un metodo da lui inventato per la laminazione del ferro sagomato utilizzando rulli speciali. Dalla pozzanghera il cracker è passato sotto il martello, qui è stato forgiato e ha ricevuto la sua forma originale, quindi è passato attraverso i rulli. Questo metodo è poi diventato molto comune. Tuttavia, è stato solo nel XNUMX° secolo che la tecnologia di laminazione è stata portata al suo giusto livello, in gran parte dovuto all'intensa costruzione di ferrovie. Poi vennero inventati i laminatoi per la produzione di rotaie e ruote di carri, e poi per molte altre operazioni. La costruzione di un laminatoio nel XNUMX° secolo era semplice. Rulli che ruotavano in direzioni opposte catturavano una striscia di metallo incandescente e, comprimendola con più o meno forza, la trasportavano tra le loro superfici. Pertanto, il metallo del prodotto è stato sottoposto a una forte compressione ad alta temperatura e il pezzo ha acquisito la forma richiesta. In questo caso, ad esempio, il ferro riceveva proprietà che non aveva per natura. Grani di metallo separati, che prima di rotolare si trovavano nella sua massa disordinata, venivano allungati durante una forte compressione e formavano lunghe fibre. Il ferro morbido e fragile è diventato elastico e resistente in seguito.
Alla fine del secolo la tecnica di laminazione era talmente migliorata che con questo metodo si ottenevano non solo prodotti pieni, ma anche cavi. Nel 1885 i fratelli Mennesmann inventarono un processo per la laminazione di tubi di ferro senza saldatura. Prima di questo, i tubi dovevano essere realizzati in lamiera di ferro: venivano piegati e saldati. Era sia lungo che costoso. Al mulino Mennesmann, tra due rulli disposti obliquamente l'uno rispetto all'altro, si passava uno sbozzato tondo, che agiva su di esso in due modi. Innanzitutto, a causa delle forze di attrito tra i rulli e la billetta, quest'ultima ha iniziato a ruotare. In secondo luogo, a causa della forma dei rulli, i punti della loro superficie media ruotavano più velocemente di quelli esterni. Pertanto, a causa della disposizione obliqua dei rulli, il pezzo sembrava essere avvitato nello spazio tra di loro. Se il grezzo fosse solido, non sarebbe in grado di passare. Ma poiché è stato preliminarmente riscaldato fortemente a un calore bianco, il metallo del pezzo ha iniziato a torcersi e allungarsi e nella zona assiale si è verificato un allentamento: è apparsa una cavità, che si è gradualmente diffusa lungo l'intera lunghezza del pezzo. Dopo aver attraversato i rulli, la billetta è stata montata su un'apposita asta (mandrino), grazie alla quale è stata data la corretta sezione circolare alla cavità interna. Il risultato è stato un tubo dalle pareti spesse.
Per ridurre lo spessore della parete, il tubo è stato fatto passare attraverso un secondo laminatoio cosiddetto del pellegrino. Aveva due rotoli di profilo variabile. Durante il rotolamento del tubo, la distanza tra i rulli prima è diminuita gradualmente, quindi è diventata maggiore del diametro del tubo. Qual è la struttura dei moderni laminatoi? Il lingotto di solito passa attraverso diversi laminatoi. Il primo di questi è la fioritura o la formazione di lastre. Questi sono i laminatoi più potenti. Si chiamano aggraffatura perché il loro scopo è quello di comprimere il lingotto, trasformarlo in una lunga trave (bloom) o in una lastra (lastra), da cui poi verranno realizzati alcuni prodotti su altri mulini. Fioriture e lastre sono macchine gigantesche. La produttività delle moderne fioriture e lastre è di circa 6 milioni di tonnellate di lingotti all'anno e la massa dei lingotti va da 1 a 18 tonnellate. Prima di crimpare, i lingotti devono essere ben riscaldati. Sono conservati da quattro a sei ore in pozzi di riscaldamento a 1100-1300 gradi Celsius. Quindi i lingotti vengono estratti con una gru e posti su un carrello elettrico - un'auto elettrica, che li consegna alla fioritura o alla lastricatura. La fioritura ha due enormi andane. Quello superiore può salire e scendere, riducendo o aumentando il gioco tra sé e il rullo inferiore. Il lingotto rovente, dopo essere passato attraverso i rulli, cade su una tavola a rulli, un trasportatore di rulli rotanti. L'operatore cambia continuamente il senso di rotazione dei rulli di fioritura e dei rulli della rulliera. Pertanto, il lingotto si muove attraverso i rulli in avanti o indietro e ogni volta l'operatore riduce sempre di più lo spazio tra i rulli, comprimendo sempre di più il lingotto. Ogni 5-6 passaggi, un meccanismo speciale: il ribaltatore ruota il lingotto di 90 gradi per elaborarlo da tutti i lati. Alla fine si ottiene una lunga trave, che viene diretta alle cesoie lungo la rulliera. Qui il legname è diviso in pezzi: fioriture.
Lo stesso vale per la laminazione su lastra, con l'unica differenza che la lastra ha 4 rulli - 2 orizzontali e 2 verticali, che lavorano il lingotto da tutti i lati contemporaneamente. Quindi il piatto lungo risultante viene tagliato in billette piatte - lastre. Fioriture e lastre vengono utilizzate solo in quegli impianti in cui l'acciaio viene colato alla vecchia maniera - negli stampi. Laddove operano impianti di colata continua (CUR), si ottengono blumi o bramme già pronte. Blumi e lastre finite vanno in altre officine di laminazione, dove speciali laminatoi li producono, come dicono i metallurgisti, profili o profili metallici, cioè grezzi di un certo spessore, forma, profilo. Le lamiere che arrotolano le lastre in fogli hanno rulli lisci. Su tali rotoli è impossibile rotolare una rotaia o un altro prodotto di un profilo complesso. Nei rulli, ad esempio, nei mulini per rotaie e travi, i tagli vengono eseguiti nella forma necessaria per ottenere il prodotto. In ogni rotolo, come se metà del profilo del prodotto futuro fosse ritagliata. Quando i rulli si avvicinano, si scopre, come dicono i metallurgisti, un flusso o un calibro. Ci sono molti di questi calibri su ogni coppia di rulli. Il primo ha una forma che è solo lontanamente simile alla forma del prodotto, i successivi sono sempre più vicini ad esso e infine l'ultimo calibro corrisponde esattamente alle dimensioni e alla forma del prodotto che deve essere ottenuto. L'acciaio è inflessibile e deve essere deformato gradualmente, passando attraverso tutti i calibri a turno. Ecco perché la maggior parte dei mulini non ha una coppia di rulli, ma diversi. I letti con rulli (si chiamano supporti) sono installati in parallelo in fila oa scacchiera. Il pezzo caldo corre lungo le tavole a rulli da un supporto all'altro e anche in ogni supporto si muove avanti e indietro, passando attraverso tutti i calibri.
Oggi si stanno diffondendo sempre più i laminatoi continui ad alte prestazioni. Qui gli stand sono in serie uno dopo l'altro. Dopo aver superato un supporto, il pezzo entra nel secondo, terzo, quarto, ecc. Dopo ogni compressione, il pezzo viene allungato e ogni supporto successivo deve far passare un pezzo di lunghezza crescente attraverso se stesso nello stesso periodo di tempo. Alcuni mulini continui rotolano il metallo a una velocità di 80 metri al secondo (290 chilometri all'ora) e lavorano diversi milioni di tonnellate all'anno. Ad esempio, la produttività del laminatoio per nastri continui da 2000 fogli operante nello stabilimento metallurgico di Novolipetsk raggiunge i 6 milioni di tonnellate. In URSS, presso l'All-Union Research Institute of Metallurgical Engineering sono stati creati fondamentalmente nuovi laminatoi e colate. I loro processi di colata continua sono combinati in un unico flusso con laminazione continua. Oggi nel nostro paese operano decine di stabilimenti per la laminazione di fili di acciaio, alluminio e rame. La necessità di tubi per il trasporto di petrolio e gas naturale su lunghe distanze ha reso necessaria la creazione di tubifici. Il diametro dei tubi del petrolio e del gas è aumentato. Le prime condotte avevano un diametro di 0,2 metri, quindi iniziarono a produrre tubi di grande diametro, fino a 1,4 metri. Vengono utilizzate due tecnologie di produzione dei tubi fondamentalmente diverse. Il primo modo: il pezzo viene riscaldato a 1200-1300 gradi Celsius, quindi viene praticato un foro su una fresa speciale (è cucita) - si ottiene un tubo corto (manica) con pareti spesse. Quindi la manica viene arrotolata in un lungo tubo. Così si ottengono i tubi senza saldatura. Il secondo modo: la lamiera o la striscia di acciaio viene arrotolata in un tubo e saldata in linea retta oa spirale. Le unità continue per la saldatura di testa dei tubi hanno un'elevata produttività. Questo è un complesso di dozzine di macchine e meccanismi che operano in una linea di produzione. Qui tutto è automatizzato: l'operatore che gestisce il complesso deve solo premere i pulsanti sul pannello di controllo. Il processo inizia con il riscaldamento di un nastro continuo di acciaio. Quindi le macchine lo avvolgono in un tubo, lo saldano alla cucitura, lo allungano in lunghezza, lo riducono di diametro, lo calibrano, lo tagliano a pezzi, tagliano il filo. 500 metri di tubi al minuto: questa è la produttività del complesso. Negli ultimi anni è apparsa una nuova direzione: i laminatoi non producono grezzi, ma parti di macchine immediatamente finite. Su tali mulini vengono fatti rotolare semiassi di automobili e trattori, mandrini tessili, parti di trattori, motori elettrici e perforatrici. Qui, la laminazione ha sostituito le operazioni ad alta intensità di manodopera: forgiatura, stampaggio, pressatura e lavorazione su varie macchine per il taglio dei metalli: tornitura, fresatura, piallatura, foratura, ecc.
In questa direzione rientrano anche i laminatoi che si sono diffusi, producendo profili piegati, e i laminatoi che rulliscono profili sagomati di alta precisione. I primi mulini piegano prodotti di forma complessa da una lamiera di acciaio, i secondi mulini rotolano prodotti complessi con dimensioni molto precise. In entrambi i casi i prodotti non necessitano di ulteriori lavorazioni su macchine. Sono tagliati in pezzi della lunghezza desiderata e utilizzati in macchine, meccanismi e strutture edili. Autore: Musskiy SA
▪ mulino
Pelle artificiale per l'emulazione del tocco
15.04.2024 Lettiera per gatti Petgugu Global
15.04.2024 L'attrattiva degli uomini premurosi
14.04.2024
▪ Sostanza metallica che non conduce calore quando passa una corrente elettrica ▪ Coccinelle - prototipi per robot di soccorso ▪ Perché non c'è carbone in Antartide? ▪ I gatti copiano il comportamento dei loro proprietari
▪ sezione del sito Grande Enciclopedia per bambini e adulti. Selezione dell'articolo ▪ articolo Scaffalatura semplice. Suggerimenti per il padrone di casa ▪ articolo Perché gli uccelli maschi hanno colori più brillanti delle femmine? Risposta dettagliata ▪ articolo Albicocca siberiana. Leggende, coltivazione, metodi di applicazione ▪ articolo Interruttore TV automatico. Enciclopedia dell'elettronica radio e dell'ingegneria elettrica
Homepage | Biblioteca | Articoli | Mappa del sito | Recensioni del sito
www.diagram.com.ua |








 Vedi altri articoli sezione
Vedi altri articoli sezione 